
 ENG
ENG
 English
English 中文简体
中文简体 русский
русский Français
Français Español
Español عربى
عربى
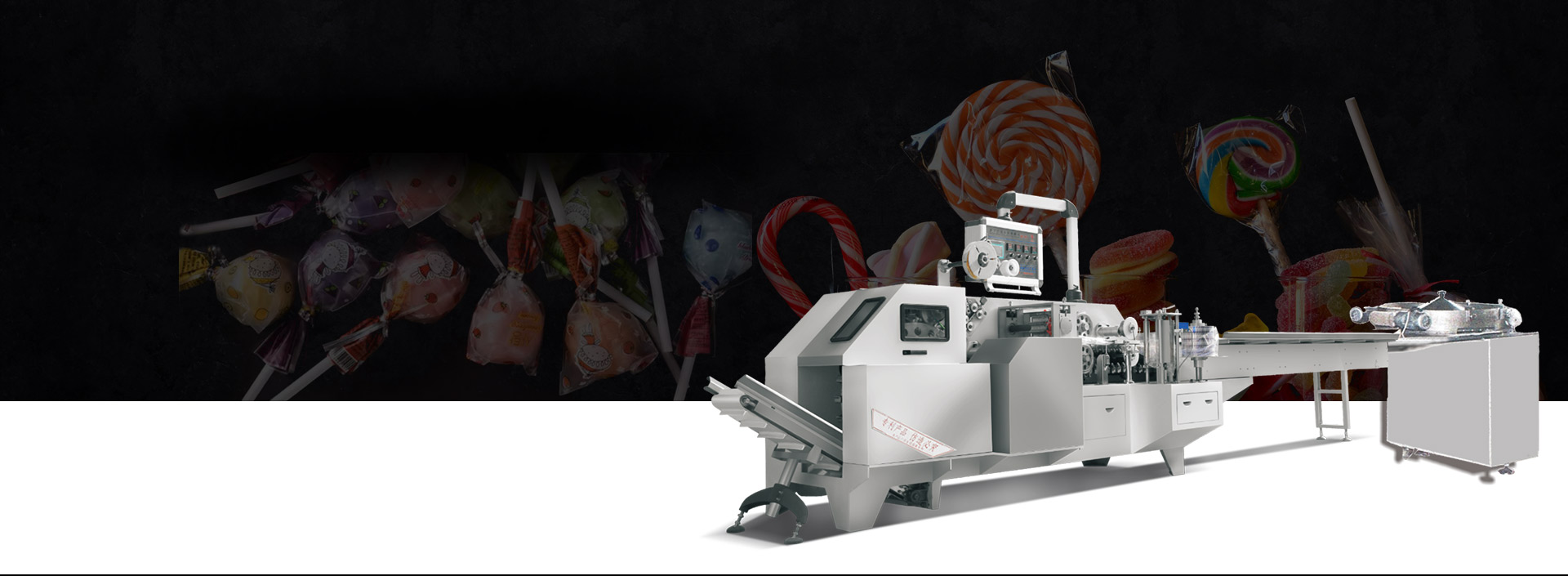




How Lollipop Production Equipment Fits into Everyday Candy Lines
Picture a production room around eight in the morning. Heat hums from the cookers, molds are being filled, and a conveyor carries a steady stream of cooling sweets toward the packaging zone. It's here — at the short stretch where candies meet sticks and wrappers — that a shift can either settle into a smooth rhythm or devolve into a day of small firefights.
For many teams, a certain class of machines has quietly become part of the standard toolkit. These units take the repetitive, fiddly tasks off people's shoulders and hand downstream stations a regular, predictable flow. That makes life easier for packers, boxers, and line supervisors.
This article is written for the person who runs the line, trains operators, or makes decisions about what goes into the plant. I want to show practical ways to think about the stick-and-wrap stage, how this type of equipment changes daily routines, and what habits keep the line calm and productive.
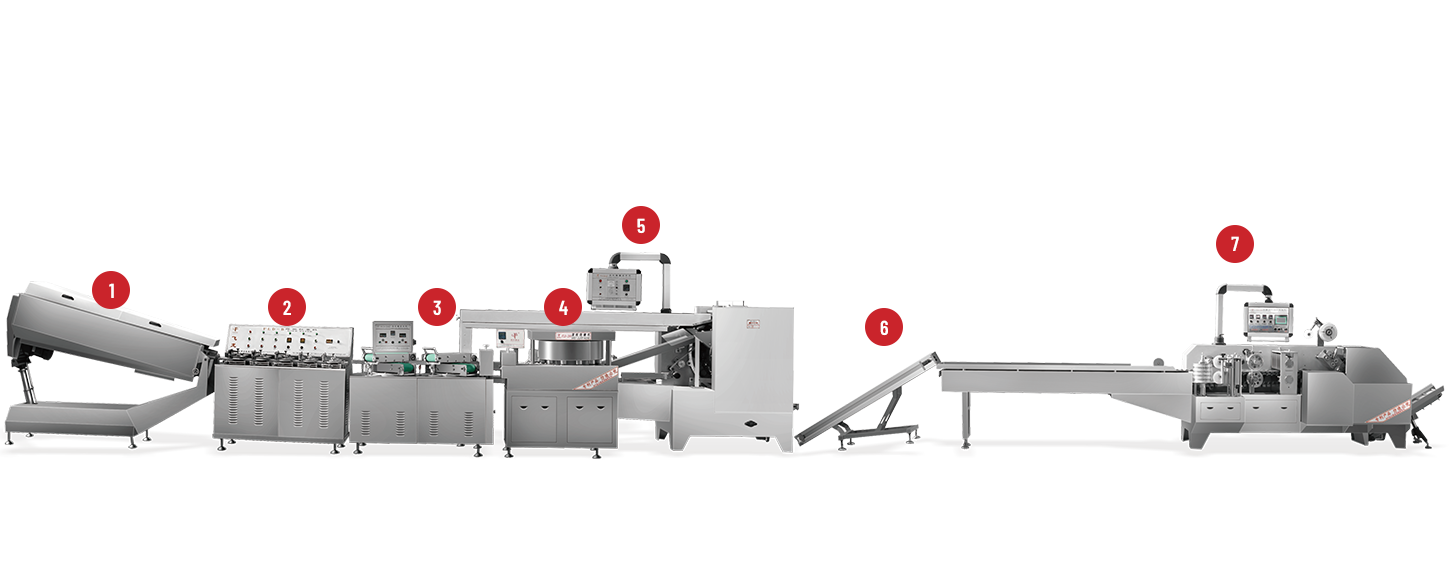
What the stick-and-wrap step actually does for you
On paper the operation is simple: form the candy, insert a stick, and wrap or hand the item to the next station. In practice, every tiny movement matters. A stick pushed a millimeter too deep, a wrapper that's a hair too long, or a feed that bunches by a fraction can ripple into a jam or extra trimming at the end of the line.
These production units automate the repeated motion of stick insertion and controlled feeding. They do not cure upstream issues such as inconsistent cook cycles or poorly filled molds, but they do standardize what happens after the candy leaves the former station. That predictability is where managers see gains: fewer surprises, fewer manual fixes, and a more stable handoff to packing.
Think of them as rhythm keepers: when set up and maintained, they give a steady beat that the rest of the line can follow.
Why operators notice the difference right away
Operators tell you whether a change is helpful or not. When teams move from manual insertion and ad hoc wrapping to an automated setup, their daily experience shifts in a few specific ways:
They stop doing repetitive insertion work and start supervising system behavior.
Issues become traceable: a regular machine lets you see when something deviates, rather than hiding the pattern in human variability.
Small adjustments — tightening a guide or tweaking feed timing — have an outsized effect on output consistency.
In our conversations with floor teams, the recurring theme is less physical fatigue and more meaningful troubleshooting. Staff become analysts of patterns instead of being the pattern itself.
Key roles these systems play on a modern line
Let's break down the main contributions of this class of production equipment in plain terms:
Repeatable stick placement. Accurate and repeatable insertion reduces rejects and keeps display trays neat.
Controlled product feeding. When candies arrive in the same pose and spacing, wrappers and coolers behave more predictably.
Smoother cooling transitions. Uniform input into chillers or tunnels avoids uneven setting and reduces work at the demolding station.
Simplified downstream packaging. Fewer odd-shaped or misaligned pieces means counting, grouping, and boxing run with less manual sorting.
Each point matters more when you're running several SKUs on one line. The machine doesn't replace upstream quality control, but it reduces the number of variables that must be watched at the wrap stage.
Picking equipment that fits the way you work
There's no single unit that suits every factory. The practical choice is one that matches how often you switch products, how delicate your goods are, and how much changeover time you can tolerate. When you assess options, look beyond brochure speeds and towards how simple the daily tasks are.
Here's the checklist to use when evaluating a supplier or demo:
- How quickly can guides and spacers be adjusted?
- How accessible are wear parts and contact surfaces for cleaning?
- Can the control system save and recall product settings?
- How does the machine behave when the hopper runs low or when the feed hiccups?
- Is the vendor willing to run a trial with your actual product and wrapper stock?
A vendor that can demonstrate a short, repeatable changeover sequence usually understands practical production needs. Smooth demo days predict smoother launch days.
Matching the machine to product geometry
Shape and size are the silent variables that cause the headaches. Round lozenges behave differently from flat discs; a jellied center needs more gentle handling than a compact hard candy. Instead of expecting a single device to be forms, aim for adaptable equipment and a good setup process.
Consider these quick rules from the floor:
- Round or ball-shaped items: let them settle in a cradle that keeps them centered during insertion.
- Pillow or elongated shapes: balance is key; guides on both sides reduce wobble.
- Flat discs: precise centering tools prevent skew and reduce wrapper bunching.
- Unusual profiles: gentle nudging, auxiliary guides, or temporary fixtures may be needed for reliable feeding.
It's worth mapping your main products on a simple grid: shape vs. fragility. That map helps you see where the same machine can be adjusted and where you might need a different station or a line pause for a minor retrofit.
Material choices and their real-world effects
A surprising number of problems come from wrapper stock rather than the mechanical action. Paper, films, and specialty laminates all behave differently under tension and during twisting or folding. Glossy surfaces might slip under the gripper; matte papers might wrinkle if tension is uneven.
Before committing to a new design, run a short warm-up batch. Watch how the ends behave under twist and whether the wrapper tends to bunch or tear. The quick check catches issues that specs alone won't show.
Some practical tips:
- Cut a few extra wrapper samples and test them in a non-production run.
- Note whether a change in humidity on the floor affects how the material stretches.
- Keep a handful of alternative stocks on hand for quick swaps during special runs.
- Small material adjustments often solve problems that designers attribute to mechanical faults.
Reducing downtime with operator-friendly habits
Many teams that see the steadyest uptime follow a small set of daily rituals. These are low-effort habits with high payoff:
Start-of-shift walkthrough. A quick visual check for feed path debris, loose guides, or wrapper tears prevents early stoppages.
First-hour confirmation. After the line reaches nominal speed, check product seating and wrapper ends. Small creep in guide positions can be caught early.
Spare parts kit close by. A pouch with common O-rings, a spare nozzle, a couple of fasteners, and a small set of hex keys saves panic time.
Saved recipes and operator notes. When someone finds the sweet spot for a product, log the setting and the date — and encourage others to add notes.
These routines change your line culture. Instead of fire drills, the team performs low-effort checks that prevent problems.
Changeovers without chaos
If your mix changes frequently — seasonal runs, limited editions, or special orders — the speed and clarity of changeovers matter. Create a short, repeatable changeover protocol and practice it during quieter hours.
A reliable routine could look like this:
- Pause in a controlled fashion and clear the feed lane.
- Swap guides and spacer bars following a fixed order.
- Load the wrapper material and run a 30-second warm-up at reduced speed.
- Save the settings with a name that operators will remember.
Practice turns changeovers into a sequence of checks rather than a free-form scramble. Over time the team will shave minutes off each swap.
Maintenance: small steps, big returns
Full overhauls are necessary on a schedule, but daily and weekly habits often prevent those from being urgent. Consider these realistic maintenance items:
- Daily: visual inspection, wipe down contact surfaces, check hopper seals.
- Weekly: inspect drive belts and feed rollers for signs of wear, verify sensor cleanliness.
- Monthly: run a detailed check of guide alignment and fastener torque, replace worn nozzles or grippers.
Don't let cleaning be the neglected step. When sugar dust builds up, sensors misread and materials stick where they shouldn't. A ten-minute clean at the end of a shift saves an hour of troubleshooting later.
Troubleshooting cheat sheet from the line
When something goes sideways, a quick, methodical approach reduces lost time. Here's a compact guide operators can use:
- Symptom: wrappers bunch at the ends. Check film tension and guide alignment. Did a reel change introduce a change in core width?
- Symptom: misfeeds or jams upstream. Inspect the feed lane for obstructions and verify spacing devices are functioning.
- Symptom: inconsistent stick depth. Confirm insertion timing and that product seats fully before insertion.
- Symptom: surface marks on soft goods. Reduce contact pressure, adjust guide surfaces to softer materials, and verify conveyor speed is matched.
- Symptom: sudden increase in rejects after a wrapper change. Run a short batch and compare material behavior under tension; adjust cut length or fold timing.
Teach operators to take a single photo when a new fault appears and attach it to the job ticket. That visual history helps engineers spot pattern shifts over time.
A short case vignette — small changes, measurable effects
A mid-sized confectioner ran into a persistent problem: the morning shift produced several trays of miswrapped lollipops that required manual rework. After a few observations, the team found the root cause — a slightly loose guide rail in the feed zone that opened up as the machine warmed.
The fix was simple: add a captive fastener and a regular warm-up check. After implementing the change and updating the start-of-shift checklist, the rework rate dropped noticeably within a week. It wasn't a big investment; it was a disciplined routine that cut downstream labor and preserved packaging quality.
This kind of small improvement — find the single friction point and eliminate it — is often far more worthwhile than chasing dramatic upgrades.
Metrics that matter
When you track performance, stick to a few meaningful indicators:
Sustained run time between stops. How long does the line run before an unplanned stop?
Yield at packaging. Percentage of pieces that pass the packer without manual touch.
Changeover time. Minutes required to switch from one SKU to another.
Operator interventions per shift. Count of adjustments beyond the routine checks.
Collecting these numbers doesn't require complex systems. A clipboard, a simple spreadsheet, and a short daily review at the shift handover give you the insights needed to prioritize improvements.
Practical selection over flashy promises
When you're evaluating automation for the stick-and-wrap station, prioritize practical features that make life on the floor easier: quick access for cleaning, easily adjustable guides, clearly labeled saved settings, and a vendor willing to trial your real product. Those are the things that shrink headaches in daily operation.
A good unit will make the line calmer, reduce the number of small firefights, and let operators do useful work instead of repetitive tasks. That steady rhythm — shift after shift — is the real return on investment.







 +86-(0)515-8465666
+86-(0)515-8465666 +86-(0)515-85566996
+86-(0)515-85566996 +86-138 1559 9708
+86-138 1559 9708 flyloong@flyloongcn.com
flyloong@flyloongcn.com 
 Home
Home