
 ENG
ENG
 English
English 中文简体
中文简体 русский
русский Français
Français Español
Español عربى
عربى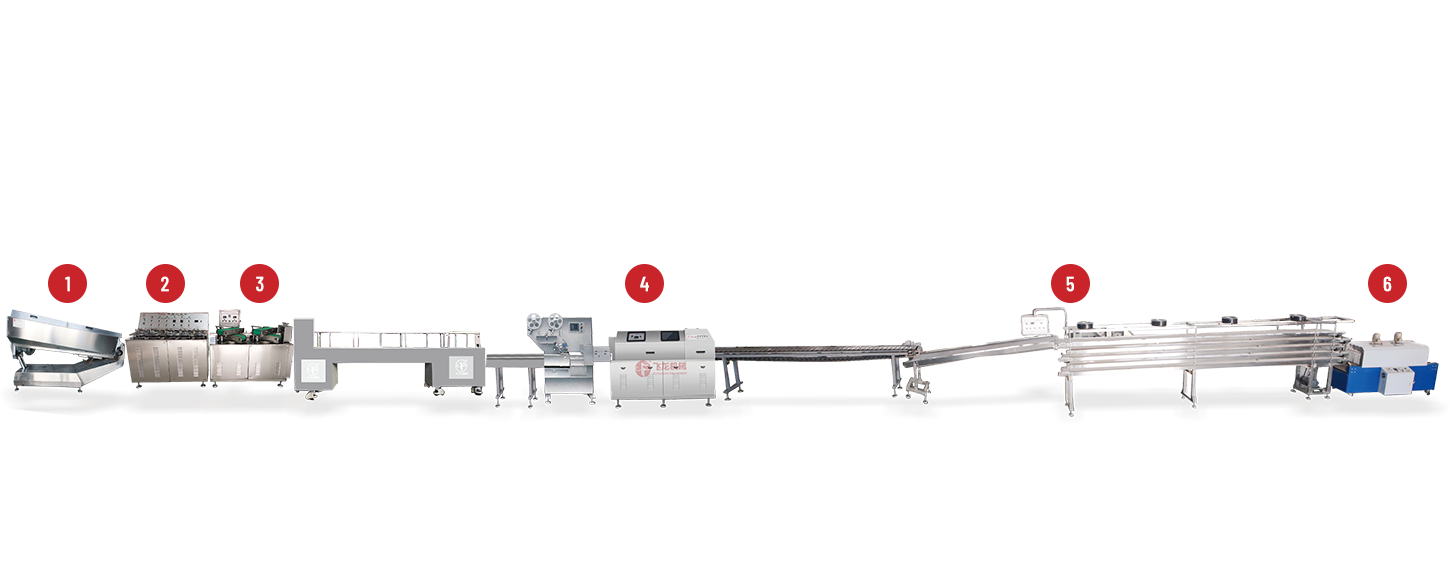




Deposit Jelly Machine and Why It Matters for Modern Candy Production
Deposit Jelly Machine is often the turning point between slow, inconsistent small-batch runs and a productive, reliable confectionery line. Bakers and candy makers who move from hand-filling to automated deposition usually see the day-to-day workflow change in ways that matter: fewer rejects, steadier output, and more predictable scheduling.
Where a depositor fits into a candy line
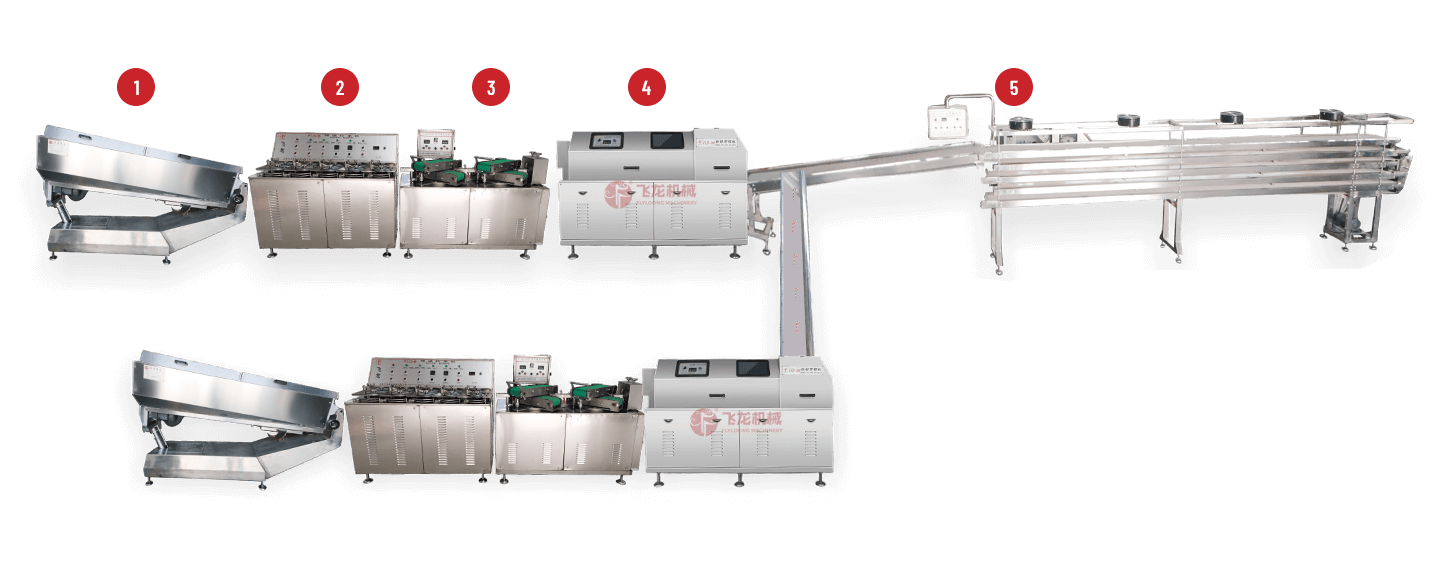
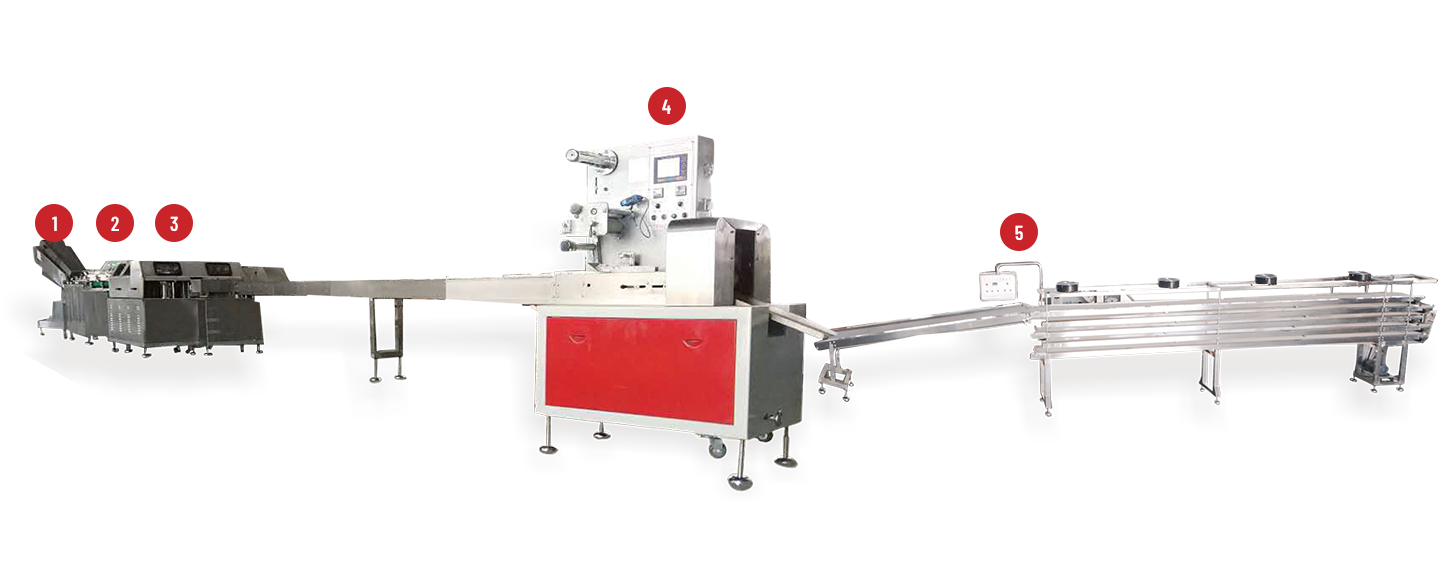
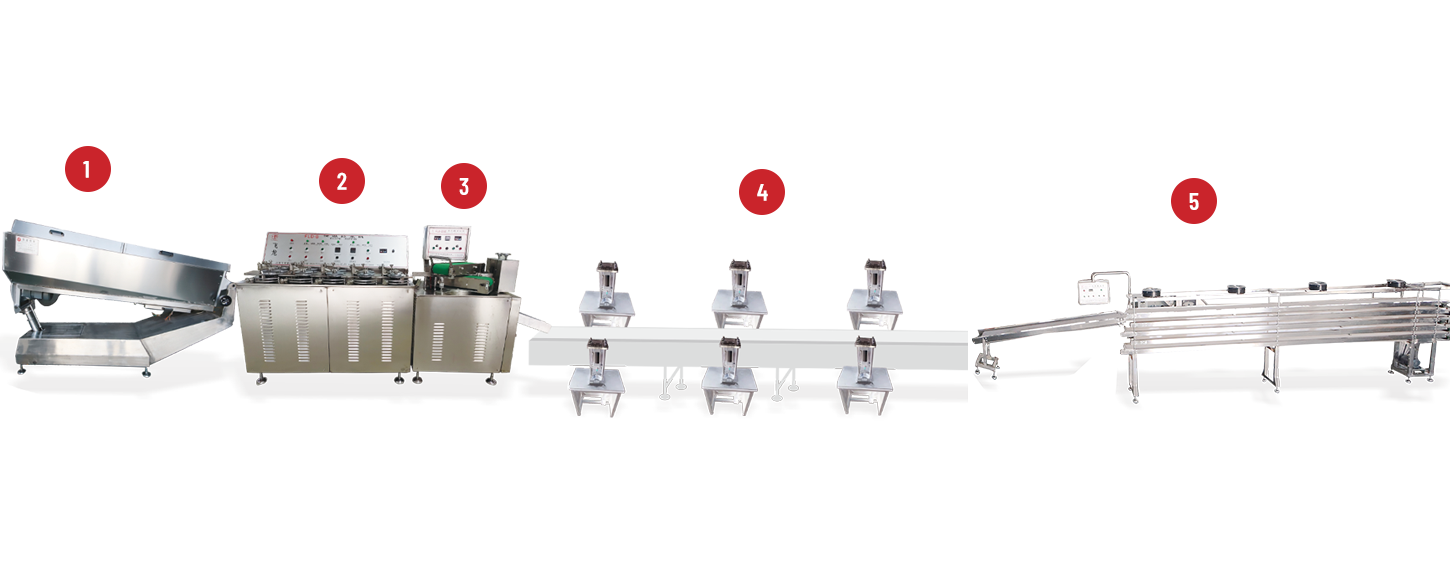
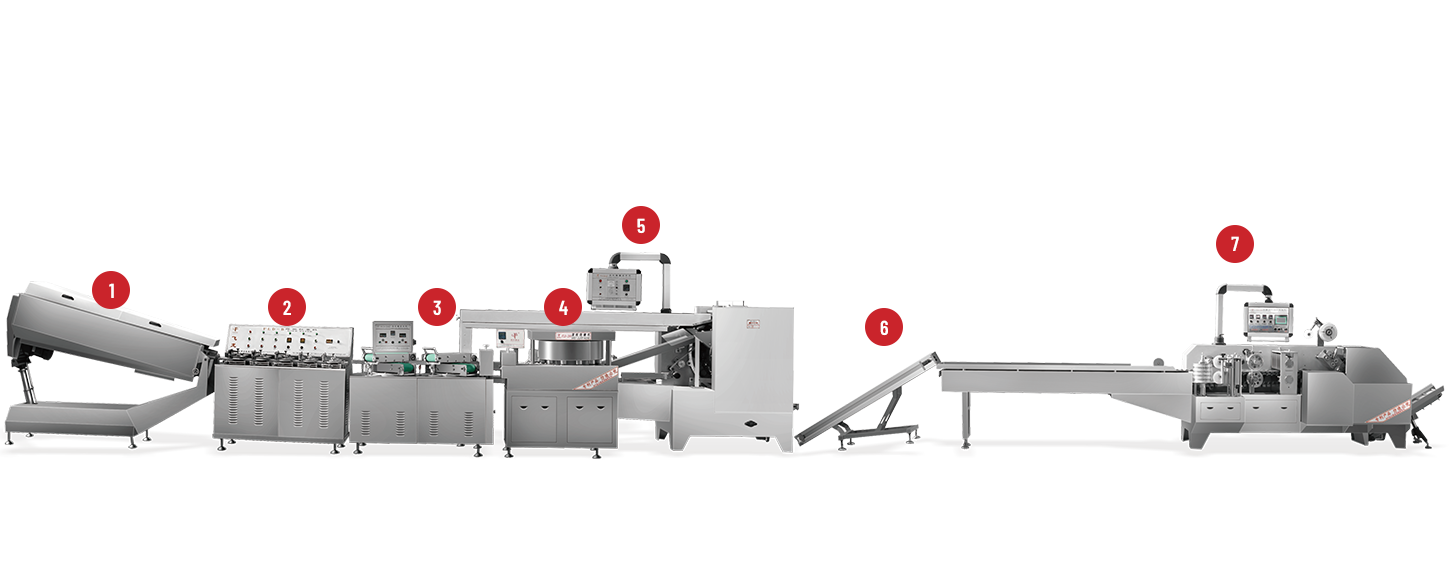
If you map a typical jelly or gummy production line, you'll see a handful of central tasks: mix preparation, heating/cooking, dosing/deposition, molding or cooling, and packaging. The depositor sits between the cooking kettle and the cooling or molding area. Its job seems simple on paper — place the right amount of jelly into each cavity — but the practical demands are more subtle:
- Portions must be consistent in weight and shape to meet quality checks.
- Deposited material must be cleanly released to avoid blemished pieces.
- Speed must match upstream mixing and downstream cooling to avoid bottlenecks.
A depositor that handles those three needs well can cause a ripple effect: fewer manual corrections at packing, reduced rework, and a more predictable throughput rate that makes planning simpler.
Production consistency: how deposition improves repeatability
Consistency in confectionery isn't just aesthetic. It affects shelf life, texture perception, and even how a product broadens into retail channels that demand uniform packs. Mechanical depositors deliver consistency through two main mechanisms:
- Precise metering — piston pumps, servo-driven pistons, and calibrated peristaltic systems dose with close tolerances. That means each cavity receives essentially the same mass of product.
- Controlled motion — modern machines sync head movement and conveyor indexing so the material goes exactly where it should, whether into complex molds or onto sheets for cutting.
Less variation equals fewer rejects. For a line producing tens of thousands of pieces a day, trimming even a small reject rate saves material and labor. For new SKUs — seasonal shapes or limited editions — a depositor lets you reproduce a prior batch with a closer match than manual fills would allow.
Features that help reduce waste and cut costs
Reducing raw-material loss is one of the fastest ways for a factory to improve margins. Several depositor features make a measurable difference:
- Anti-drip valves and shut-off timing: These prevent stringing and drips that otherwise require clean-up or deformed candies.
- Minimal dead-volume heads: A design that keeps product lines short and recirculates leftover material back to the hopper reduces scrap at changeovers.
- Programmable dosing profiles: Ability to adjust volume, speed, and head path for different mold geometries avoids overfill and short fills.
- Hygienic quick-disconnects: Faster changeovers mean less product left in lines during transitions.
Choosing a model with these elements usually pays back in lower scrap and shorter cleaning windows, particularly for producers who run multiple flavors or colors a day.
Flexibility across candy types
Not every depositor suits every confection. The useful machines are the flexible ones: they can switch between viscous pastes, soft gels, and viscous jelly masses with simple setup changes. A few practical considerations:
- Nozzle selection: Swappable nozzles let you change deposit shape and size without complex retooling.
- Temperature control: Maintaining a stable feed temperature prevents viscosity swings that would change deposit volume.
- Head movement: Multidirectional heads help with layered candies or precise placement in complex molds.
For factories that run varied lines — seasonal products, novelty items, or co-packed orders — flexibility means fewer capital purchases and more use from one machine over time.
When to consider upgrading your depositor
Upgrades are not only about new bells and whistles. Look at operations through these signals:
- Increased SKU variety that current equipment cannot handle without long changeovers.
- Rising reject or rework rates tied to deposition accuracy.
- Persistent downtimes linked to aging components or obsolete controls.
- New market requirements.
If any of the above shows up repeatedly, an investment in an updated depositor can reduce labor and improve line utilization. A phased replacement — trial one updated unit on a pilot line — often reveals practical benefits before wider rollout.
Practical maintenance: keep the unit reliable
Routine, simple maintenance habits drastically reduce surprise stoppages. The operators who keep depositors running longest tend to treat upkeep as short, regular habits rather than deep cleans.
Daily routines:
- Quick wipe-down of the hopper and head after each flavor change.
- Visual check of seals, quick-disconnects and nozzle tips before a shift starts.
- Record any unusual sounds, drips, or timing issues in a short log.
Weekly routines:
- Check pump and motor mounts for looseness.
- Inspect wear parts — nozzles, valves, piston seals — and replace low-cost items before they fail.
- Run a calibration check if you notice any trending differences in portion weights.
Monthly or quarterly:
- Deep clean according to the hygiene plan.
- Replace perishable consumables on the schedule recommended by the manufacturer.
- Review any logged warnings to find patterns.
Operator notes are valuable. A quick line: "head felt sticky after red run" often points to a small change — a clogged vent or a temperature drift — that prevents larger problems.
Changeover and sanitation practices
Changeovers are where time is lost and waste accumulates. Efficient processes make a big difference:
- Plan the changeover: Keep another hopper mix ready where feasible so the line can be purged quickly.
- Color-coded tools: Use dedicated, labelled utensils for each flavor group to avoid cross-contamination.
- Use quick-disconnects and modular heads: Quick-release tooling shortens swap time and reduces the product left in the lines.
- Rinse cycles vs. wet clean: For short changes, a controlled rinse may be acceptable; for full flavor or allergen changes, follow full sanitation.
A disciplined changeover routine tends to cut both downtime and leftover scrap.
Integration with upstream and downstream equipment
A depositor doesn't operate in isolation. Its real value shows when it fits into a coordinated line:
- Upstream: Consistent feed viscosity and temperature from the cooker enable the depositor to perform predictably. If the mix varies, dosing will too.
- Downstream: Cooling and demolding must match depositor speed. Excessively fast deposition with inadequate cooling creates sticking or misformed pieces.
- Control systems: Modern lines use PLC networks where the depositor can share run data — portion counts, alarms, and uptime — with MES (manufacturing execution systems) for traceability.
- A depositor that communicates helps planning: operators see run rates, maintenance teams see warning trends, and planners can line-balance production more effectively.
Choosing the right depositor model for your needs
Selecting a machine is a practical trade-off among capacity, flexibility, and budget. Consider these steps:
- Benchmark current production: How many pieces per hour do you need at minimum? What is your peak?
- List the SKUs: Note molds, sizes, and viscosities. Machines that can handle your demanding SKU will work for the simpler ones.
- Consider uptime and service: Machines with local service networks and accessible spare parts reduce long outages.
- Plan for changeovers: If you need many daily flavor or color changes, favor machines designed for fast tooling swaps.
- Assess total cost of ownership: Factor in labor, waste, consumables, and expected lifetime, not just purchase price.
A short trial run with your actual recipes and molds is the single convincing test before purchase.
Real-world examples and practical lessons
Here are three condensed, real-world-style scenarios that show the depositor's impact:
- Small confectioner shifts to automatic deposition: A family factory running gummy bears moved from hand-dosing to a compact depositor. Manual rejects fell because each cavity was filled to the same weight; packing became faster and the small team could reassign two operators to packaging tasks.
- Seasonal product flexibility: A co-packer added a depositor with quick-swap nozzles. The unit handled multiple seasonal shapes without lengthy retooling, enabling fast turnaround between orders and attracting new clients who needed short-run specials.
- Downtime reduction through predictable maintenance: A mid-sized plant tracked short daily logs and noticed recurring micro-warnings tied to a piston seal. Replacing the seal on schedule prevented an unplanned stoppage that would otherwise have taken two production days to resolve.
- These practical situations show common themes: predictable dosing, quicker changeovers, and attention to simple maintenance win repeatedly.
Training and frontline feedback
Operators are the line of defense. Invest a few short sessions into training that covers:
Daily checks and what small signs to report.
Correct sequence for start-up and shutdown to avoid pump cavitation.
How to swap a nozzle or head as safely and quickly as possible.
Make feedback easy: a short checklist or a one-line log entry can surface recurring issues that otherwise remain invisible.
Common pitfalls to avoid
Even good equipment fails to deliver when processes aren't aligned:
- Ignoring temperature control: Viscosity changes mean dosing variance; keep the feed at stable temperature.
- Poor changeover discipline: Long, messy changeovers eat time and increase scrap.
- Skipping small consumable replacements: Cheap seals or tips that fail mid-shift cause more disruption than a preventive swap.
- Overlooking spare parts: Lack of common spares for nozzles or sensors creates long lead-time repairs.
Address these early and routine problems quickly to keep production predictable.
Environmental and cost considerations
Reducing waste and optimizing changeovers both help the bottom line, but there are also environmental benefits:
- Less scrap means lower raw material consumption.
- Faster lines with predictable cycles often lower energy per unit produced.
- Machines that recirculate unused product reduce disposals.
When evaluating a depositor, consider how its features contribute to resource use and operating costs over time.
Migration strategy: scaling adoption across a plant
Most factories introduce automation gradually:
- Pilot one line that represents average conditions.
- Document time-in-motion for changeovers, cleaning, and production rate.
- Train a core group of operators and maintenance techs.
- Roll the technology into other lines once the local team refines routines.
That measured approach lowers risk and creates a set of practices that spread across the operation.
Practical value without hyperbole
Automating the deposition step is not a silver bullet, but it is a practical improvement that brings a chain of benefits: steadier output, less scrap, and more predictable planning. The outcomes come when teams focus on the small, repeatable routines — short daily checks, clean changeovers, and listening to operator feedback — rather than only the headline features. In daily production, small, consistent improvements compound into real capacity and quality gains.







 +86-(0)515-8465666
+86-(0)515-8465666 +86-(0)515-85566996
+86-(0)515-85566996 +86-138 1559 9708
+86-138 1559 9708 flyloong@flyloongcn.com
flyloong@flyloongcn.com 
 Home
Home