
 ENG
ENG
 English
English 中文简体
中文简体 русский
русский Français
Français Español
Español عربى
عربى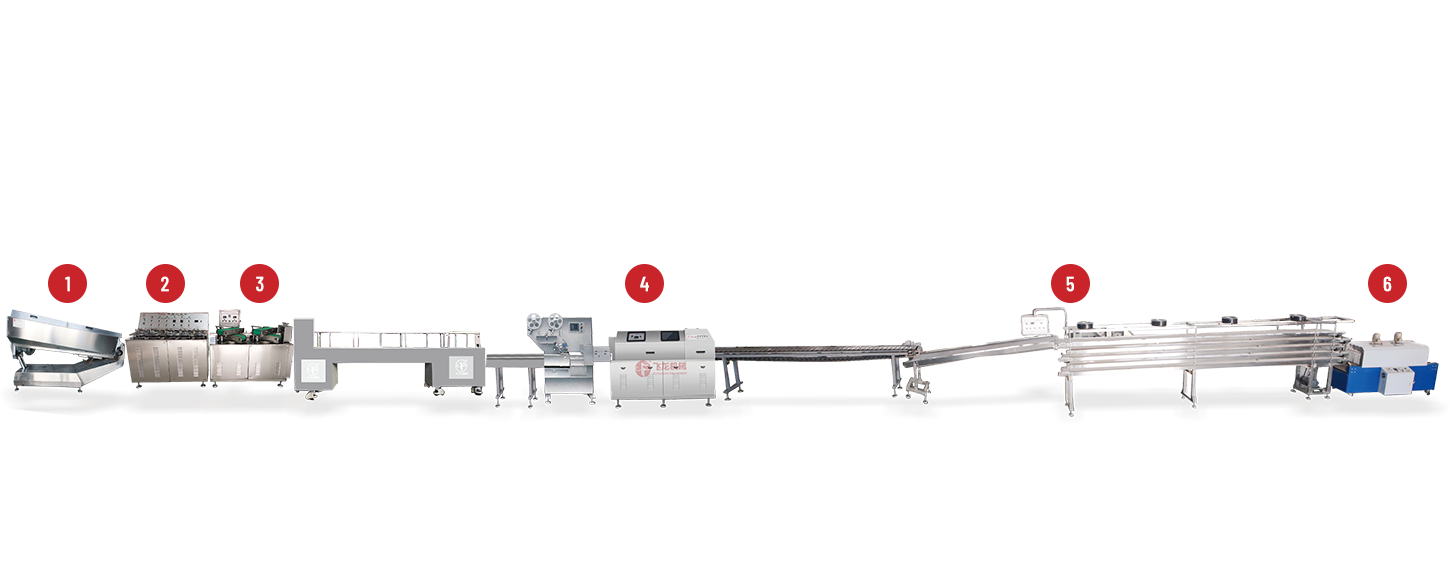
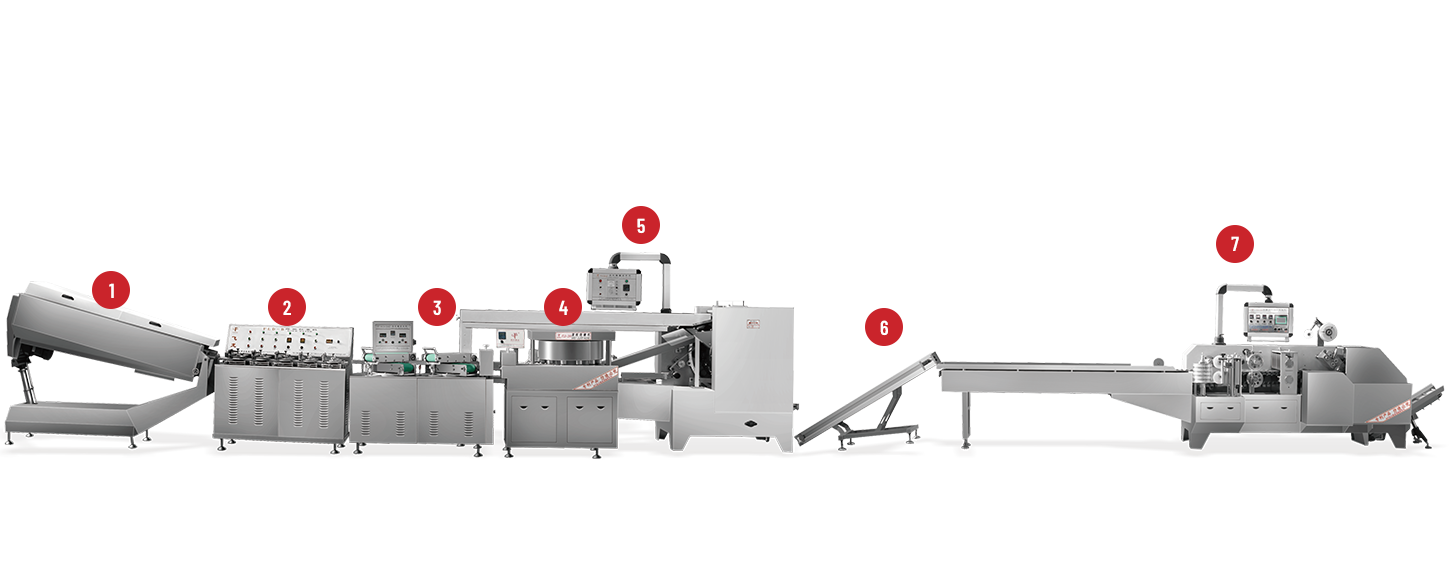
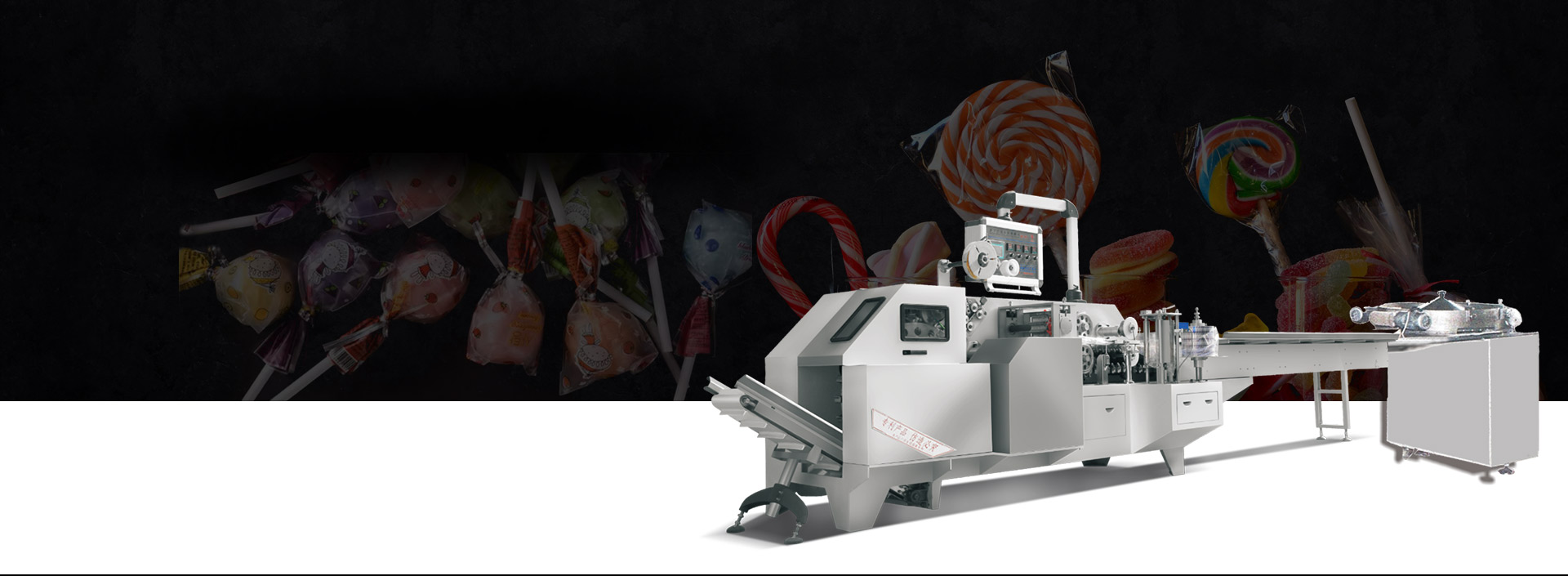




Twist Packing Machine sits at the heart of many candy and snack lines, turning loose pieces into neat, sale-ready units with a rhythm that keeps production flowing.
If you want a machine that simply runs and forgets about, you're asking the wrong question. What works better is thinking in practical steps: how to set it up for the products you actually make, how to keep small problems from growing into stoppages, and how to organize the line so every handoff is predictable. Below I walk through the real-world choices, checks, and routines that make a difference on the factory floor — no hype, just things you can try next shift.
What really affects output speed
Speed on the line isn't a single number you can find on a brochure. It's the result of several interacting factors:
- Product characteristics — size, shape, surface texture, and how fragile the product is. Irregular shapes or sticky surfaces need gentler handling.
- Wrapper type — film thickness, print pattern, and the way the roll feeds. Patterned film demands precise indexing; thick film needs stronger tension control.
- Feeding and dosing — how the product is presented to the infeed. Gravity-fed chutes behave differently from timed vibratory feeders.
- Operator setup and changeover — inexperienced operators often lose minutes on each SKU swap. Small training investments reduce that time.
- Line balance — if upstream or downstream processes stall, the wrapper won't matter; production becomes stop-and-go.
A practical approach: run short trials at proposed speeds with the actual product and wrapper combination. Note what fails — jam, mis-seal, wrapper tear — then tweak the related setting. Those ten-minute experiments tell you more than hours of guessing.
Getting consistent fills and cuts
Wasted product and irregular-looking packs come from inconsistent fills and incorrect wrapper lengths. Fixes that work in real factories:
Match the dosing device to the product. For small, uniform pieces, a volumetric feeder is fast and steady. For fragile items, a gentle pusher with timing control reduces damage.
Use an indexing system so the wrapper feed and product drop are locked to the same clock. Mechanical cams still do this well; modern motion systems do it with more flexibility.
Trim wrapper length that still creates a secure seal. Shorter wrappers save material and reduce tails that catch on conveyors.
Keep a simple gauge or template at the line for wrapper length checks so anyone can confirm settings in thirty seconds.
Those small controls reduce rejects and packaging to rework piles.
Key machine settings you must check every shift
Rather than long manuals, operators benefit from a short list of daily checks. Put this on a laminated card near the controls.
Wrapper tension: verify the roll and tension rollers are seated correctly. A quick tug test shows if tension is too loose or too tight.
Seal temperature or pressure (if thermoseal): note last good value, check after warm-up. Slight swings matter with delicate fillings.
Index timing: run a dry cycle without product at target speed to watch alignment.
Feed alignment: make sure guides and chutes funnel product square to the infeed.
Sensor heads: clean the optical/inductive sensors — dust and crumbs trip lines.
Emergency stops and guards: test them weekly and after any changeover.
Daily checks that take five minutes prevent the bigger headaches that stop a shift.
Maintenance that reduces surprises
Maintenance needn't be complicated. Teams that achieve reliable uptime do short chores regularly and longer checks weekly.
Daily:
- Wipe down product contact surfaces. Sticky residues accumulate quickly.
- Quick visual for loose fasteners, torn belts, or wrapper edge deposits.
Weekly:
- Lubricate chains and gearboxes according to the schedule. A small squirt now beats a long repair later.
- Inspect belts and rollers for wear; replace small parts proactively.
Monthly:
- Check alignment of drive trains and perform a more thorough electrical panel inspection.
- Keep a small parts kit at the line (spares for belts, sensors, fuses). Waiting for a delivery can mean a full idle shift.
Simple troubleshooting cheatsheet
When the line trips, the next actions matter. A well-designed short checklist helps operators act fast.
- Problem: wrapper misalignment
- Quick checks: roll seated correctly? tension rollers clean? indexing gear intact?
- Problem: seal not holding
- Quick checks: sealing element clean? temperature stable? feed stopping briefly before seal to remove residual heat?
- Problem: product jam at infeed
- Quick checks: feeder timing correct? guides clear? product size within spec?
Train crews on these quick checks so the responder does targeted fixes rather than blind fiddling.
Choosing a machine that matches your work
Buying an item for the shop floor is about fit, not flash. Consider these practical elements:
- Changeover time: if you run many SKUs, short-changeover systems (quick-release guides, stored settings) beat raw speed.
- Parts and service in-region: local availability of parts and technicians shortens downtime.
- Controls and interface: intuitive HMI screens with clear error messages allow operators to address problems instead of calling support.
- Retrofit options: ability to add quick-change spindles, extra sensors, or simple automation later saves capital in the long run.
- Energy and footprint: confirm the power supply and physical space — some plants underestimate clearance required for roll changes.
Ask a supplier for live demos with your actual product before committing. If they can't show your product running, consider it a red flag.
Training that actually sticks
A one-day training session followed by a pile of manuals rarely changes outcomes. Try this pattern:
- Hands-on start: each operator runs a short, supervised setup for a real SKU.
- Quick reference cards: laminated step-by-step checklists for changeover and daily checks.
- Short debriefs: after a run, operators note one thing that went well and one improvement to test next time.
- Mentoring pairs: pair a new operator with an experienced one for ten shifts.
Small, repeated learning beats a single long classroom session.
Line integration and buffer strategy
The wrapper performs good when the line around it is steady. Two concepts help:
- Accumulation buffer: a short conveyor section where packs wait when downstream slows avoids stopping the upstream processes.
- Speed matching: use a master clock or simple PLC logic so upstream feeders and downstream conveyors share the same tempo.
If the wrapper is starved or flooded, speed numbers won't matter. Smooth input and room to accumulate keep throughput steady.
Practical safety and compliance tips
Safety rules are not optional. Keep these in place:
- Guards: moving parts must be guarded while allowing quick access for cleaning.
- Lockout procedure: a simple lockout-tagout process that operators can carry out securely.
- Training logs: document who has received what training and when.
- Material safety data: wrappers, adhesives, or cleaning solvents need MSDS close by.
A safe line is a productive line.
Small investments that give big returns
Not every improvement requires heavy spending. Try these low-cost wins first:
- A scale or template for wrapper length checks placed on the packing station.
- A spare roll holder pre-loaded with the next film to speed roll changes.
- A basic vibration feeder tune-up kit to keep feeds consistent.
- A simple daily log (three lines: runs, stops, odd alarms) kept at the panel for continuous improvement.
These measures reduce minutes lost and keep operators in control.
Managing spare parts and supplier relationships
Parts strategy often determines how long a line stays down.
Stock critical consumables locally: belts, fuses, sensors, sealing elements.
Keep a list of local technical reps who can visit within a day.
Negotiate basic SLA for parts delivery when you buy; sometimes a small fee saves a full shift.
A supplier who answers with concrete service options rather than marketing promises is usually the better partner.
Energy, noise and environmental notes
Smaller wrappers and electric drives change operational trade-offs.
Energy: modern drives can reduce consumption — check specs and measure after installation.
Noise: quieter lines improve communication on the floor and can enable earlier start times in sensitive areas.
Waste management: collect trimmings and scrap wrappers for recycling or compacting.
These considerations help when a factory has to meet local permits or working-hour constraints.
Real example from a mid-size plant
A mid-size confectioner ran three shifts, many SKUs, and had frequent mis-seal rejects. The fixes that reduced rejects by nearly half were simple:
Standardized wrapper holders across machines so operators didn't have to re-measure for each roll.
A ten-minute trial run policy after every changeover to spot tension or seal problems before full runs.
A small parts cabinet replenished weekly instead of monthly.
They didn't replace the main machine; they improved the routines around it.
Measure what you can change:
- Uptime percentage: fraction of scheduled production time the line is running.
- Reject rate: percent of packs failing final inspection.
- Changeover time: minutes from last pack of old SKU to acceptable pack of new SKU.
- Mean time to repair (MTTR): how long it takes to return to production after a fault.
Track these weekly; small trends give early warning of slipping performance.
Building a continuous improvement loop
A simple improvement cycle keeps the line evolving:
- Record issues for one week.
- Prioritize the top two problems by impact.
- Run a small test — one change — for a week.
- Measure results and document what worked.
Repeat quarterly. Improvements compound.
Common myths to avoid
Myth: higher listed speed equals higher production. Reality: if feeds, feeding, and changeovers don't match, the machine will idle or create rejects.
Myth: automation eliminates operator skill. Reality: automation shifts the skill set; operators still need setup judgement and troubleshooting practice.
Myth: a single setting exists for all products. Reality: each product-wrapper pair usually needs its own profile.
Avoiding these myths leads to better decisions.
Preparing for problems you can't fix fast
Even the lines have unplanned faults. That's why contingency planning matters:
Work a small fleet mix: if one wrapper is down, can another do the job with minimal changeover?
Keep a manual backup process for critical SKUs for short runs.
Keep a priority list of SRs (spare replacements) to order when a part starts showing repeated alarms.
Contingency is risk management: low effort, high value.
Checklist to hand to your shift
Use this quick checklist at shift start:
Confirm wrapper roll is correct for SKU.
Run a 5-cycle dry test at target speed.
Inspect sealing surfaces and tension rollers.
Check feeder timing and guides.
Place spare parts kit within reach.
Note any unusual noises on the shift log.
A short formal routine saves hours.
Practical tips
Keep settings in a shared log — A single page with saved profiles beats memory.
Encourage operators to suggest one improvement per week; small changes often add up.
Pair a checklist with a short supervisor sign-off so the team has accountability.
A wrapper that hums through shifts comes from steady routines more than from chasing headline speeds. Focus on matching the feed to the wrapper, regular short maintenance, short trials after changeovers, and a few spares on the shelf. Treat setup and changeovers as part of the process rather than interruptions: that simple mindset shift is where real gains come from.







 +86-(0)515-8465666
+86-(0)515-8465666 +86-(0)515-85566996
+86-(0)515-85566996 +86-138 1559 9708
+86-138 1559 9708 flyloong@flyloongcn.com
flyloong@flyloongcn.com 
 Home
Home