
 ENG
ENG
 English
English 中文简体
中文简体 русский
русский Français
Français Español
Español عربى
عربى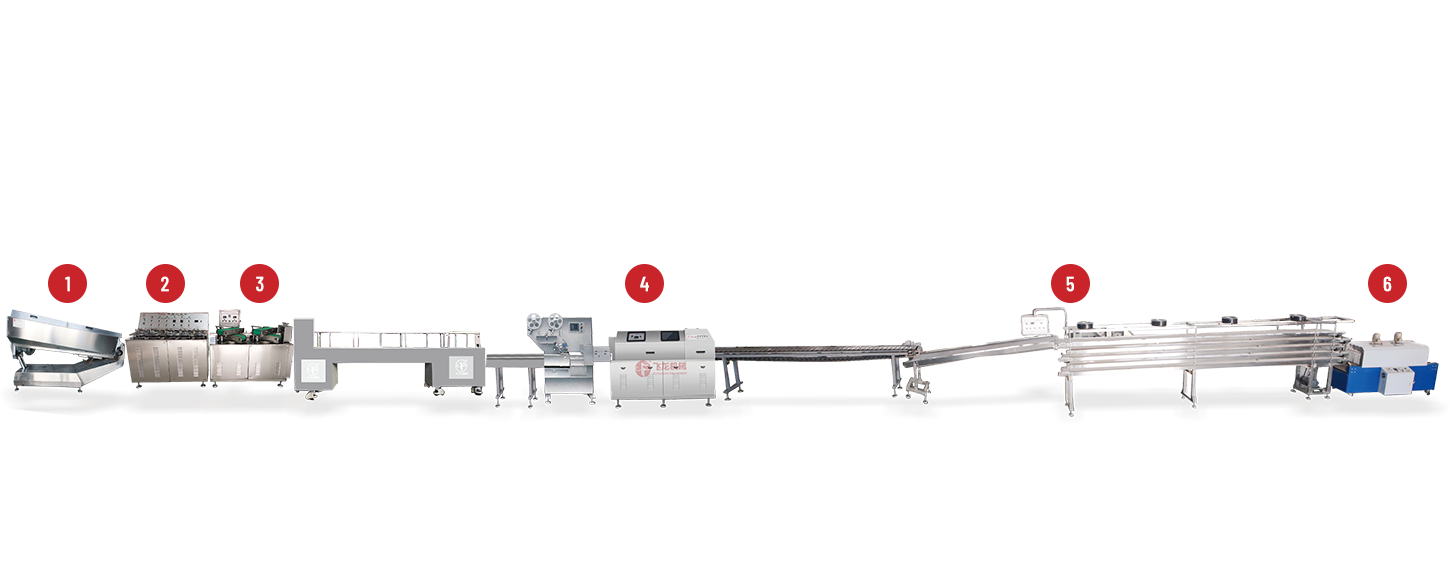
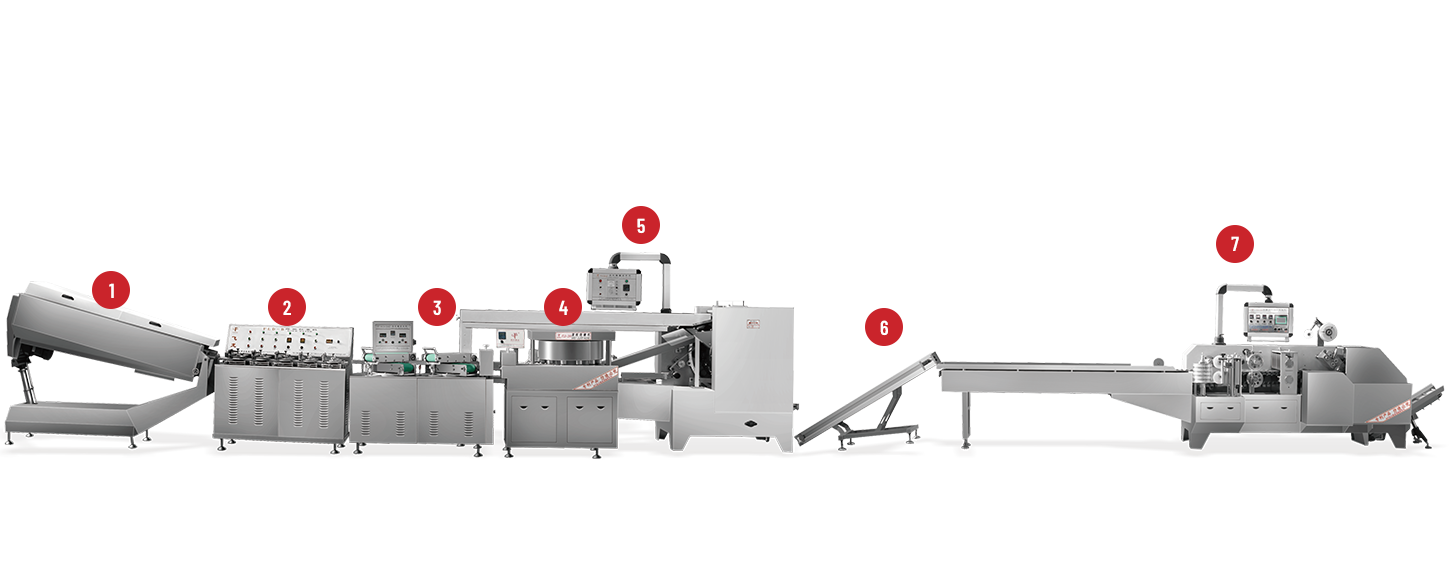




A China Lollipop Production Line usually looks controlled from a distance. Machines run in sequence. Material moves step by step. Finished products come out continuously, almost in a steady rhythm.
Inside the workshop, the picture is a bit less smooth. Small variations appear during long runs. Some are easy to correct. Some repeat quietly without stopping the line. Over time, these small issues shape how stable the whole system feels.
What follows is a closer look at problems that often show up in real production environments, not as isolated failures, but as patterns that build up during daily operation.
Why does sugar mixture behavior change during processing?
In many lollipop lines, the earliest variation starts with the mixture itself. On paper, the recipe stays the same. In practice, behavior shifts slightly from batch to batch.
Operators often notice:
- the mixture thickens at uneven speed
- texture feels slightly different during handling
- flow changes after repeated heating cycles
- cooling does not behave the same every run
These differences are not always dramatic. The line still works. But the "feel" of the material changes, and that affects every later step.
A small change in mixture behavior tends to echo through forming, shaping, and final appearance.
What causes shape variation in lollipop forming?
Forming is where early differences become visible. When conditions are stable, products look uniform. When small shifts appear, variation starts to show.
In real production, shape inconsistency often appears like this:
- some pieces are slightly rounder than others
- edges look uneven when placed side by side
- molds do not fill in exactly the same way each cycle
- differences become clearer during long continuous runs
The interesting part is that these issues rarely come from a single cause. It is usually a combination of flow timing, mold condition, and small changes in temperature or pressure behavior.
Once variation begins, it tends to repeat in a pattern rather than random appearance.
Why does mold release sometimes become unstable?
Mold release sounds simple, but in practice it is one of the more sensitive parts of the line.
When everything is working smoothly, products separate cleanly. When conditions drift, release becomes less predictable.
Common situations include:
- products sticking slightly inside molds
- uneven release timing between cavities
- surface marks after removal
- residue building up over repeated cycles
This does not always start suddenly. It often begins with small resistance that operators notice during handling. Over time, it becomes more frequent.
Even a thin layer of residue can change how the surface interacts with the mold.
How do temperature changes quietly affect production rhythm?
Temperature in a production line is never completely still. Even when systems are controlled, small fluctuations still happen across time.
These shifts can influence several stages at once:
- mixture flow becomes slightly faster or slower
- forming speed feels less balanced
- surface finish changes subtly between batches
- cooling behavior does not stay fully consistent
The challenge is that temperature variation rarely appears alone. It interacts with material behavior and timing, which makes the effect harder to isolate.
Operators often describe this as a change in "rhythm" rather than a clear technical fault.
What leads to uneven filling across molds?
Uneven filling is one of those issues that can stay hidden until products are compared closely.
In daily operation, it may appear as:
- slight differences in size or weight between cavities
- some molds receiving more material than others
- variation increasing during higher speed runs
- filling balance shifting over long production periods
The cause is usually not obvious. It can come from flow distribution, timing imbalance, or small resistance changes inside the system.
Once uneven filling starts, it often continues in the same pattern until conditions are adjusted.
Why does production speed create stability issues?
Speed changes are common in real factories. Orders shift, schedules adjust, and lines are tuned throughout the day.
But when speed changes, stability can also shift.
At higher speeds:
- timing becomes more sensitive
- flow control has less adjustment margin
- small delays become more visible
At lower speeds:
- material may settle differently
- temperature balance may shift
- rhythm becomes less continuous
The issue is not speed itself, but the adjustment between different operating levels. Lines that stay at one steady pace often behave more predictably than those frequently changing speed.
How does coordination between machines affect consistency?
A lollipop line is not a single system. It is a chain of connected steps, and each step depends on the one before it.
When coordination is smooth:
- material flows without waiting
- timing between stages feels natural
- output stays consistent over time
When coordination shifts:
- one stage produces faster than the next can handle
- temporary buildup or delay appears
- small imbalances spread across the line
These problems often do not appear immediately. They show up gradually as timing differences accumulate.
Operators usually detect them through workflow rhythm rather than direct measurement.
What role does material variation play in production issues?
Even when processes stay the same, material behavior can still change slightly. This is one of the common hidden sources of variation.
In practice, material-related differences may include:
- changes in flow smoothness
- slight differences in texture after heating
- variation in cooling response
- inconsistent surface appearance
These changes are subtle, but they affect multiple stages at once.
Because material interacts with temperature, timing, and equipment condition, it is often difficult to separate it from other factors.
How do small mechanical shifts develop over time?
Mechanical systems in continuous operation do not stay completely fixed. Small shifts appear slowly with use.
At first, nothing feels different. Output looks stable. The line runs normally.
Later, subtle signs begin to appear:
- movement becomes slightly less smooth
- alignment is not as consistent as before
- small adjustments are needed more often
- variation appears across long runs
These changes are gradual, not sudden. They often blend into normal production variation until a clearer pattern emerges.
This slow development is why long-term observation matters more than short-term inspection.
What do operators usually watch during daily production?
In real factory settings, monitoring is often based on experience rather than complex measurement. Operators rely on repeated observation during normal work.
They usually pay attention to:
- whether flow feels smooth or slightly uneven
- whether product shape remains consistent
- how easily molds release products
- whether the line keeps a steady rhythm
- whether adjustments are needed more often than usual
A simple view of these points can be summarized like this:
| Area | What is noticed | What it often suggests |
|---|---|---|
| Flow behavior | smooth or irregular output | material or pressure shift |
| Mold release | clean or resistant separation | surface or residue change |
| Shape consistency | uniform or varied products | timing or filling imbalance |
| Temperature response | stable or drifting behavior | control fluctuation |
| Line rhythm | steady or interrupted flow | coordination issue |
These observations are part of everyday work, not separate inspection tasks.
How do small problems influence overall production output?
Most issues in lollipop production lines do not appear as large failures. They start small and repeat quietly.
A slight change in flow. A small difference in shape. A minor delay in timing.
Individually, these may not seem important. But over time, they affect:
- consistency between products
- smoothness of production flow
- amount of adjustment needed during operation
- stability of long production runs
The effect is cumulative. Small variations slowly reshape how the entire line behaves during continuous production.
In real operation, stability is not defined by the absence of problems, but by how small variations are managed as they appear.







 +86-(0)515-8465666
+86-(0)515-8465666 +86-(0)515-85566996
+86-(0)515-85566996 +86-138 1559 9708
+86-138 1559 9708 flyloong@flyloongcn.com
flyloong@flyloongcn.com 
 Home
Home