
 ENG
ENG
 English
English 中文简体
中文简体 русский
русский Français
Français Español
Español عربى
عربى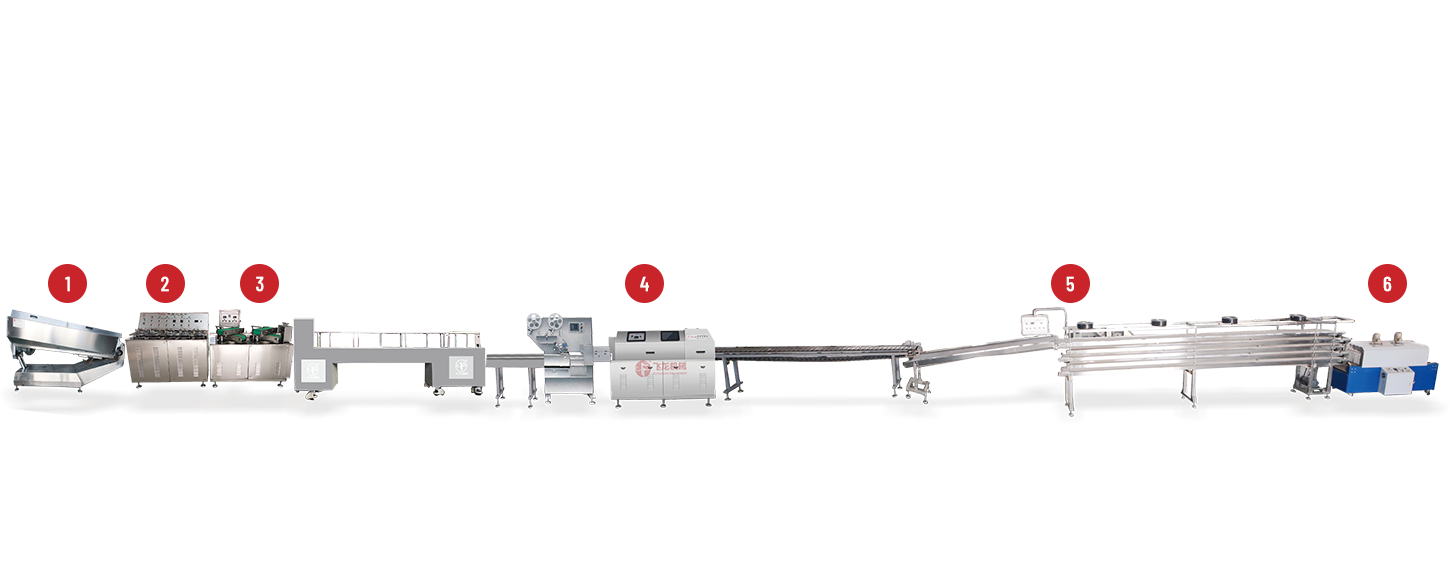




How Can Custom Flat Lollipop Production Reduce Waste in Factories
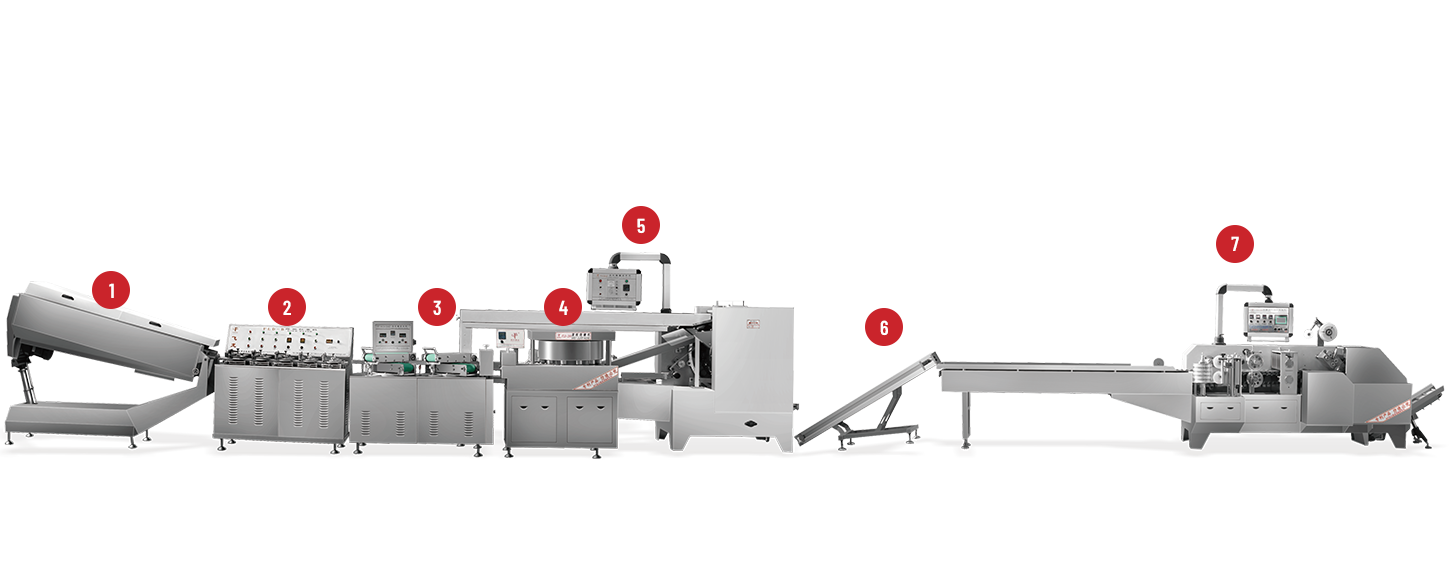
Custom Flat Lollipop Production sits at the heart of many confectionery lines. It shapes syrup into uniform pieces, times deposits with conveyors, and hands off finished goods to cooling and packing. Done well, the process keeps raw-material loss low and output steady. Done poorly, it creates scrap, repeat work, and wasted shift hours. Below is a plain-spoken, practice-focused account of where waste shows up in a flat lollipop line and what crews can do, day to day, to cut losses without chasing theoretical speeds. The tone is hands-on — notes you might expect from a shop-floor supervisor — and the aim is steady, repeatable gains rather than headline claims.
Waste is not a single problem. It shows up as off-weight pieces, malformed candy, syrup stuck in pipes, product thrown away during clean-down, and time lost to troubleshooting. Start by measuring these losses. Know how many pieces per hour you expect. Know the acceptable weight tolerance and the allowable percentage of rejects. Once you have those numbers, you can spot when a change in recipe, a new mold, or a poorly timed changeover is costing you real money. Measurement turns anecdotes into priorities.
Raw material control is the obvious place to act. Syrup viscosity, gel strength, particle content and moisture level alter how a mix behaves when it meets a nozzle. Small shifts in a batch formula can change deposit flow, overfills or sticky edges. Keep incoming ingredients within an agreed standard. Use simple checks at the start of each batch: weigh the syrup, note density or apparent flow, and confirm additive levels. Keep a short mix sheet in the control room that lists target viscosity range, acceptable temperature window, and inclusion size. That sheet becomes the reference when a run goes off target.
Temperature stability is the single factor that turns minor issues into scrap. Heat affects flow. Too warm and the syrup spills or splashes; too cool and it clogs or forms strings. The hopper, the feed line, and the nozzle area are the critical zones. Insulate exposed runs. Use modest localized heating at the nozzle if the mix tends to set there. Do not rely on ambient room temperature — it changes through the day and by season. Monitor product temperature, log it for each batch, and act when trends drift. Simple logging pays for itself by preventing a bad run.
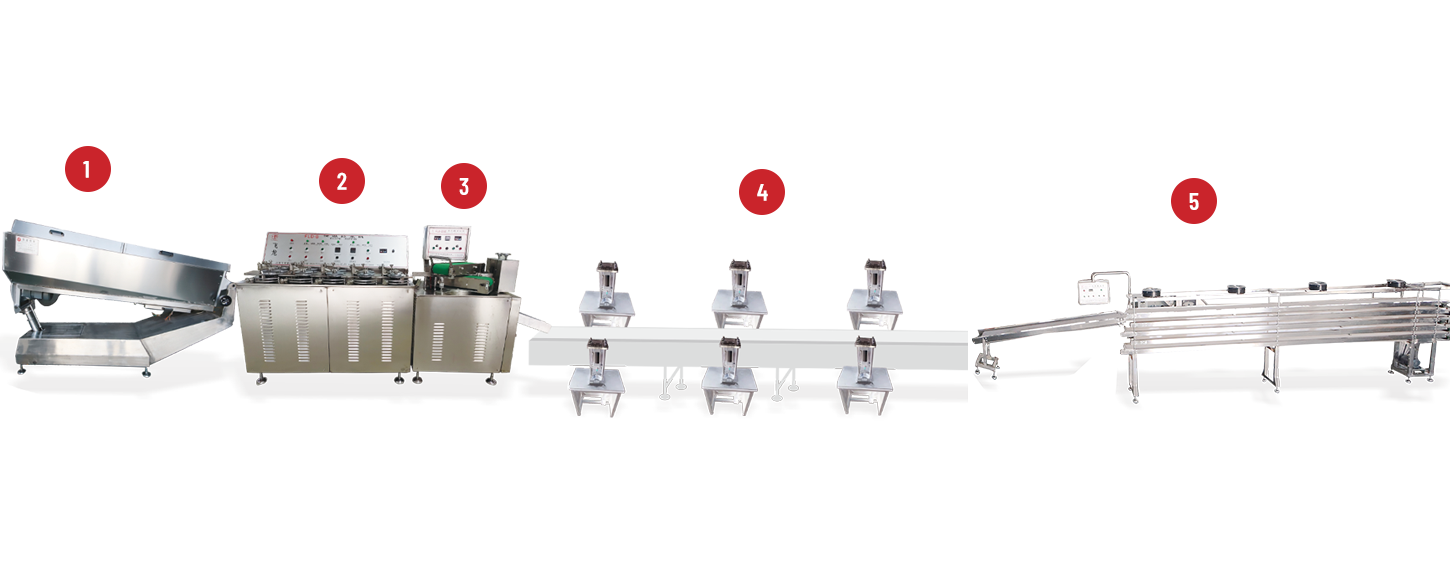
Equipment configuration has a direct influence on loss. Nozzle size, head design, valve timing and mold geometry must be matched. A nozzle that works for one mold may drip or underfill another. When teams change shapes frequently, modular heads and quick-change nozzle plates are worth the investment; they cut setup time and reduce early rejects. Trial runs with the actual recipe and molds are not optional. Run a short test, watch ten pieces, and record any trim required. If adjustments are necessary, make them before full production.
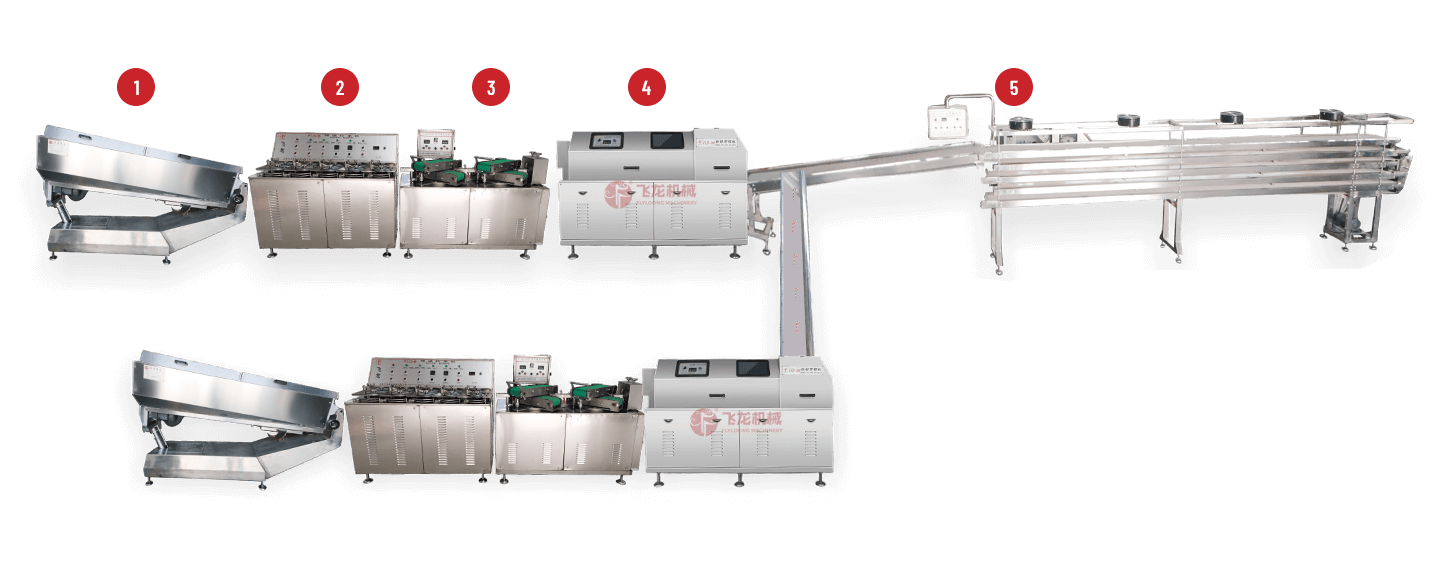
Line balance matters as much as single-machine tuning. The depositor, the conveyor, the cooling zone and the demolding station form a chain. If the depositor outpaces the cooler, new pieces may still be soft at demold and tear. If the conveyor pauses, the depositor ends up cycling and holding deposits in the mold too long. Map cycle times across stations and smooth out bottlenecks. Sometimes slowing one station slightly reduces overall scrap because it lets the entire chain breathe. Focus on flow, not peak speed.
Operator practice is the human layer that either creates or prevents waste. Clear, short SOPs are essential. Keep them on laminated cards beside the HMI. Each SOP should include pre-start checks (preheat, purge, test deposit), a basic troubleshooting flow (if shot low, then check hopper temp and seals; if nozzle blocks, then purge and inspect), and quick changeover steps with responsibilities assigned. Cross-train at least two people per shift. If only one operator knows how to clear a jam, every stoppage becomes a delay.
Maintenance and spare parts planning prevent minor faults from becoming large losses. Pumps, seals, valve seats and nozzle tips wear. Track which parts tend to fail on your recipes and keep a small stock of those items on site. Routine, short maintenance windows are cheaper than emergency downtime. Document wear cycles and replace parts on a schedule that reflects actual production, not only vendor guidance.
Cleaning routines hide loss if they are not designed well. Every clean-down yields some scrap. The goal is to minimize that quantity and recover what you can. Design equipment for quick disassembly. Use smooth welds and avoid small cavities where the product can lodge. Implement a rinse and reclaim process for startup material where sanitary rules allow, so first-run product is reclaimed into a rework tank rather than chucked. When cleaning, use warm rinse water where permitted; cold rinses can leave hardened syrup patches that require extra scraping later.
A few well-chosen tables help teams spot trouble fast. The table below is a quick checklist of common material factors and practical actions. Post it at the control station.
| Material Element | What Can Go Wrong | Quick Action |
|---|---|---|
| Viscosity | Under/overfill | Check hopper temp; adjust heater; test 3 shots |
| Inclusions | Nozzle block, rough surface | Screen mix; increase nozzle size |
| Moisture content | Soft or collapsed shape | Verify storage humidity; adjust recipe hold time |
| Sugar quality | Stickiness, graininess | Use filtered sugar; review supplier lot |
Data logging and simple metrics are powerful. Log shot weight, hopper temperature, nozzle temperature and cycle time. These figures show drift before operators see visual defects. A second table below lists core metrics to capture and why they matter.
| Metric | Why It Helps | How Often to Log |
|---|---|---|
| Shot weight variance | Detect pump or valve wear | Each shift start, then hourly checks |
| Hopper temperature | Stable flow control | Continuous logging, daily review |
| Cycle time | Line balance check | Per production run |
| Cleaning loss (kg per clean) | Track cleaning waste over time | Each clean-down |
Some common failure modes are routine and have straightforward fixes. Nozzle blockages often come from cool spots or particulate buildup. A brief checklist — purge with warm product, inspect nozzle, change to clean nozzle plate — gets the line moving in minutes. Inconsistent weight is commonly caused by air in the feed or worn seals; purge and then replace seals if variance continues. Keep a laminated troubleshooting card at the HMI with two-minute fixes. It saves calls to maintenance and avoids long periods of product left in the hopper.
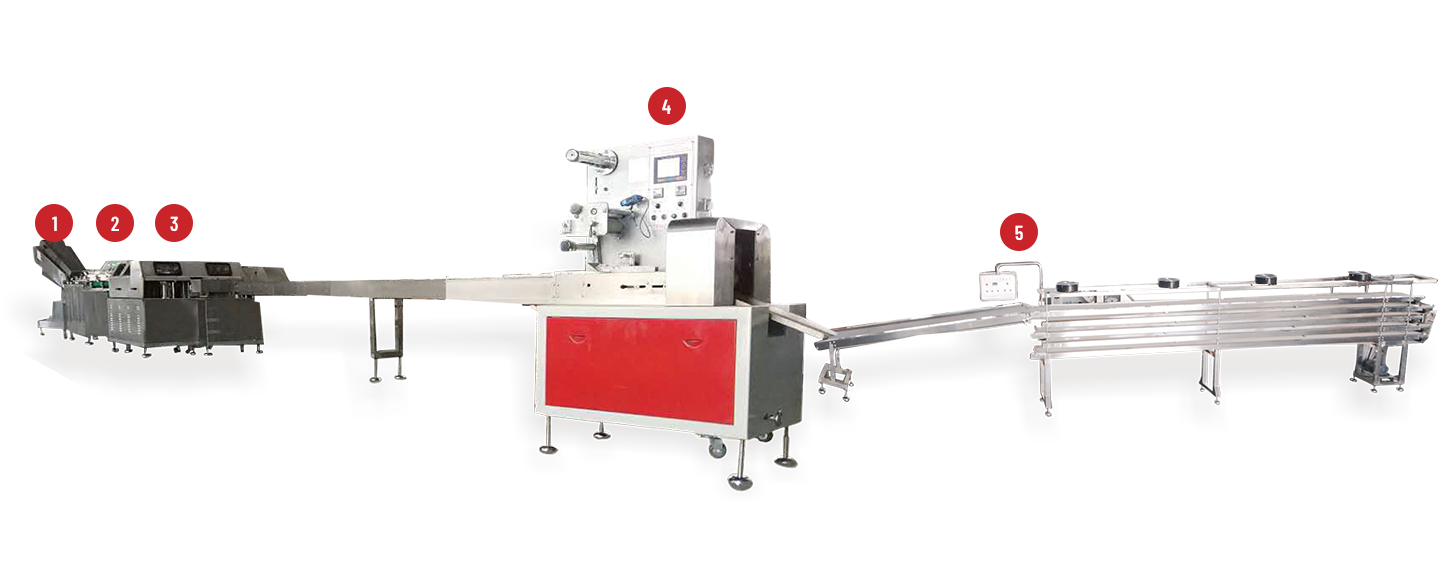
Changeovers are another area where waste accumulates. Frequent SKU shifts require fast tooling swaps and recipe recall on the control system. Where practical, use preset recipes on the PLC that set temperature targets and pump profiles automatically. Modular mold plates and quick-release clamps reduce handling time. Plan the piece after changeover as a setup sample and either rework or reclaim it; treating initial pieces as production will inflate scrap.
Small investments often repay quickly. A localized heater on a short section of feed line prevents cold pockets that cause nozzle strings. A spare preassembled head lets your crew swap and get running while a maintenance tech inspects the removed head. Simple logging hardware that records shot weight and temperatures costs little and highlights trends you can correct before they cost a shift in rejects.
Room conditions matter more than many expect. Drafts from doors or HVAC changes can cool exposed lines; humidity swings affect surface set. Where the room cannot be controlled, consider local enclosures around the depositor and short insulated covers for the hopper. Dehumidifiers in sensitive areas reduce frosting or softening in coated candy processes. Stability in the environment reduces operator adjustments and keeps product behavior predictable.
Supplier and purchasing choices tie into waste reduction. Ask potential vendors for a demo using your recipe and your molds. Real performance on your product is far more informative than claimed throughput on water or syrup. Ask about spare part times and which items are likely to wear on your product mix. A supplier who supports initial startup and the few production weeks on site reduces the risk that early setups create wasteful runs.
Documentation and traceability are not bureaucratic boxes. If a batch drifts, you want to know whether someone changed raw material, a heating zone tripped, or a nozzle was swapped. Maintain versioned recipes with date stamps, record which operator ran a shift, and keep batch logs that link product quality to machine settings. This record-keeping shortens root-cause analysis and reduces repeat incidents.
Training is a repeatable way to cut loss. Practical, short sessions that focus on startup checks, test deposit assessment. Use hands-on drills during low production periods so operators learn to change heads and clean down efficiently. Cross-training builds redundancy — when more than one person can clear a nozzle, the line spends less time idle.
Hygiene rules and regulatory demands are non-negotiable. Design your reclaim and rework streams to comply with safety and labeling rules. Even with aggressive waste reduction targets, do not recover product if it risks contamination. Use food-grade lubricants and approved cleaning compounds; improper chemicals can swell seals and create downstream loss via leaks or contamination.
A second practical table below lists typical interventions and the immediate effect you can expect. Use it for prioritizing actions on a weekend improvement plan.
| Intervention | Immediate Effect | Why It Helps |
|---|---|---|
| Add local nozzle heating | Fewer nozzle strings | Prevents local setting at outlet |
| Install insulated feed line | Reduced weight variance | Avoids thermal drift |
| Preassembled spare head | Faster changeovers | Minimizes downtime during swaps |
| Implement shot logging | Early fault detection | Spot pump wear or air ingress |
Lean thinking applies: quick, visible wins build momentum. Start with the low-hanging fruit — tighten recipe control, add simple insulation, and train operators on a short SOP — then address larger mechanical or layout changes.
Finally, treat waste reduction as an iterative program, not a one-time project. Run a three-month tuning phase after any new machine installation. In that period, log the right metrics, test small hardware fixes, and iterate recipes. Most lines benefit from small cumulative changes rather than a single large redesign. Keep the crew engaged: when operators see that small adjustments go to fewer rejects and smoother days, they maintain the process and spot future opportunities.
Cutting waste in Custom Flat Lollipop Production means attending to the whole system. Materials, thermal control, equipment matches, line balance, operator practice, maintenance, cleaning, environmental control, supplier support and traceability all matter. None of these is revolutionary on its own, but together they form a stable production environment where small deviations do not cascade into large losses. Work methodically, measure honestly, and focus on steady improvements. The result is fewer rejects, less rework, and more predictable use of raw materials — and that is the practical definition of efficiency on a real shop floor.
What Factors Influence Quality in Custom Flat Lollipop Production
Quality in custom flat lollipop production depends on many small choices adding up to reliable results. Ingredients set the baseline. Syrup composition, the type of gelling agent, and moisture content all change how the mix flows and how it sets in the mold. If the syrup varies from batch to batch, the machine sees different resistance, and the same nozzle timing can produce different fills. That is why teams that run consistent output treat raw material checks as routine: a quick feel for temperature, a note of apparent flow, and a record of source lots. These simple steps make it far easier to spot an out-of-spec batch before it reaches the depositor.
Temperature matters more than people expect. Heat changes viscosity and surface behavior. A warmer mass pours smoothly but can overspill; a cooler mass can string or clog nozzles. The hopper, feed line and nozzle are the hotspots to watch. Insulation on short runs, modest local heating at the nozzle, and steady agitation in the hopper reduce the chance of local set or stringing. Teams that log a few temperature points per batch find problems before they affect hundreds of pieces. Small, steady control beats sudden corrections.
Machine setup and maintenance have direct, immediate effects on appearance and consistency. Nozzles with worn edges leave ragged surfaces. Heads with uneven clearance create thick or thin sections in the candy. Valves that do not seat cleanly can trap air and cause voids. A short preventive routine—clean, inspect, and swap a few seals each week—keeps the line predictable. When a line behaves oddly, a quick check of wear parts often fixes the issue faster than dialing in different operator settings.
How the line is paced influences whether pieces come out neat. The depositor must match the speed and capacity of conveyors, coolers and demolding stations. If the depositor outruns the cooler, pieces may deform when transferred. If the conveyor stops unexpectedly, partially set candy can be damaged or stick in molds. Mapping cycle times and smoothing throughput eliminates many surface and dimensional defects. In practice, crews sometimes slow one station slightly to stabilize the whole line; the net yield improves even if peak speed drops.
Operator routines shape quality every shift. Clear, short procedures for start-up, test shots, and changeovers cut variation. A brief checklist by the HMI—preheat, purge, test three shots, confirm weight—keeps different crews aligned. Training that focuses on the few actions that matter most, like checking nozzle seating or verifying hopper agitation, pays off faster than long manuals. Cross-training ensures the line does not stall when a single person is absent.
Cleaning practice intersects with both safety and finish. Residual film or trapped syrup in seams affects the next run. Designing for quick access—smooth welds, removable plates, and open clamps—reduces the chance of hidden pockets that later shed material into the product. When cleaning, rinse temperature matters; cold rinses can leave sticky patches that act like cold sinks on restart. Where rules allow, reclaiming the small startup volume into a rework stream reduces discard without compromising hygiene.
Recipe handling and traceability are practical levers for quality control. Store recipe set points, nozzle settings and target shot weights in the control system and record any manual change with a note. Versioned recipes make it easier to return to a known-good setup after experimentation. When a defect occurs, batch logs and operator notes help narrow root causes quickly. This saves time and prevents repeated mistakes.
Small hardware choices influence finish and texture. Nozzle taper, head velocity and valve timing determine how syrup meets the mold. For layered products, sequencing must be timed so layers bond without trapping air. Modular tooling and quick-change plates reduce the risk of a poor fit during fast product switches. Trial runs with the actual mold and mix are essential before scaling a run; what works on paper often needs a small timing tweak in practice.
Environmental conditions in the room are often overlooked. Humidity and drafts change surface set and demolding behavior. A door opening near the depositor can cool a short section of feed line and produce strings. Local enclosures, short insulated covers, or simple draft guards can stabilize conditions and reduce random defects. Control the immediate environment around the depositor rather than relying on large HVAC swings to correct problems downstream.
Data keeps improvements grounded. Track a few core metrics each run: shot weight variance, hopper and nozzle temperature, and cycle time. Even simple hourly logs reveal slow drifts that human observation misses. When trends show a creeping variance, address the likely mechanical or thermal cause before rejects rise. Small logging systems are cheap insurance and shorten the time to identify recurring issues.
Supplier choice and support matter as well. A supplier who will run a demo with your mold and recipe gives clearer insight than quoted throughput figures. Ask about common wear parts, how often they need replacement on similar mixes, and whether the supplier can support the production weeks. Early vendor support reduces setup waste and helps the in-house team tune the line faster.
| Risk area | Visible defect | Quick action |
|---|---|---|
| Raw mix variation | Inconsistent fill or texture | Verify mix sheet; adjust temperature; retest three shots |
| Thermal drift | Stringing or underfill | Check hopper/nozzle temps; insulate feed line |
| Worn nozzle/head | Ragged edges or leaks | Clean; swap spare nozzle; inspect seals |
| Line imbalance | Deformed pieces at demold | Match depositor speed to cooler; adjust conveyor timing |
| Poor cleaning access | Random debris or contamination | Inspect welds; improve disassembly; schedule longer clean if needed |
Continuous improvement is iterative. Start with a short tuning period after any change—three to four production runs is a useful window. During that time, log the key metrics, run quick adjustments, and keep operators involved in decision making. Small, repeatable steps accumulate into stable quality without sweeping redesigns.
Aim for consistency rather than theoretical maximums. High line speed that produces frequent defects is not valuable. A steadier, predictable process that produces fewer rejects and needs less intervention creates real value on the floor. Focus on controls you can lock down—materials, temperature, tooling, and routines—and let throughput follow as the system stabilizes. When teams practice these basics, the output becomes reliable, customers see fewer defects, and the factory uses resources more effectively.







 +86-(0)515-8465666
+86-(0)515-8465666 +86-(0)515-85566996
+86-(0)515-85566996 +86-138 1559 9708
+86-138 1559 9708 flyloong@flyloongcn.com
flyloong@flyloongcn.com 
 Home
Home