
 ENG
ENG
 English
English 中文简体
中文简体 русский
русский Français
Français Español
Español عربى
عربى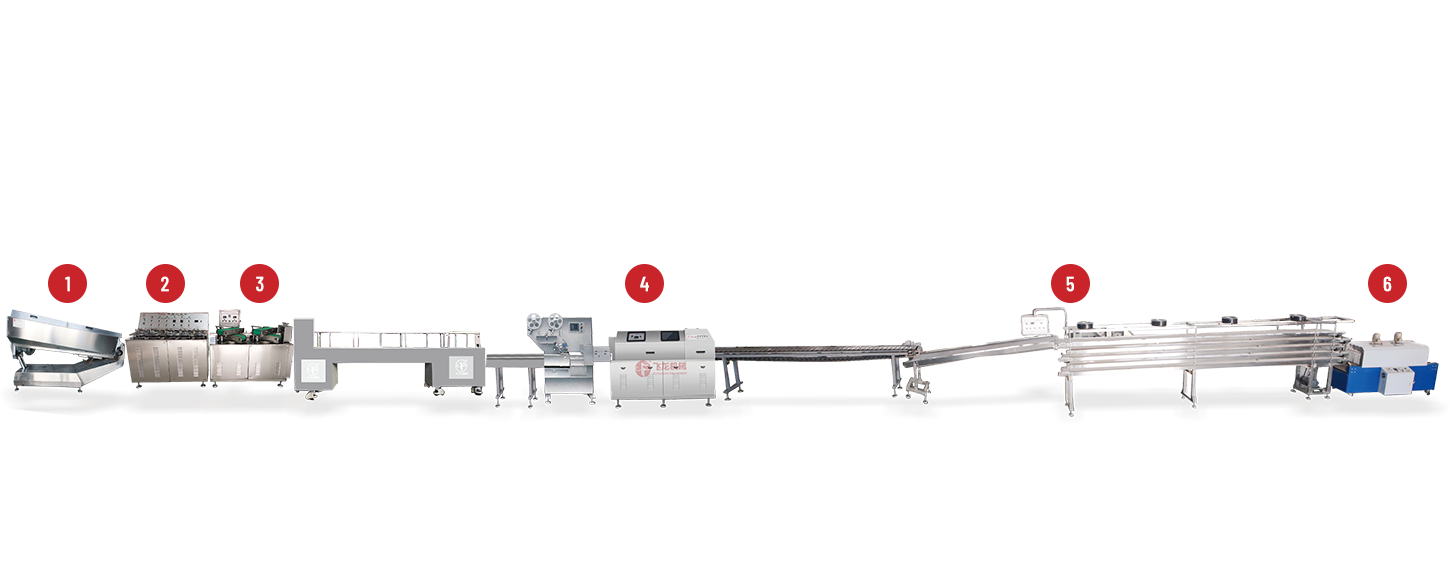




What Makes Custom Flat Lollipop Production Essential for Modern Candy Makers
Custom Flat Lollipop Production sits at the practical heart of many small-batch and mid-scale confectionery businesses today. It lets brands deliver striking visuals, seasonal motifs and special-event runs without the cost and delay of heavy tooling. But turning creative concepts into a steady stream of uniform, sale-ready lollipops requires more than a pretty recipe — it demands consistent process control, the right equipment choices, and disciplined line practices.
Why flat lollipops remain a compelling product choice
Flat lollipops hit a useful sweet spot. They're easy to decorate, they show artwork and logos clearly, and they play well with automated wrapping. For retailers, that means products that look good on the shelf and can be packed efficiently. For event clients, it means quick turnarounds for branded runs. And for manufacturers, flat profiles reduce complexity in packaging and secondary handling.
But "pretty" is not a business strategy. The commercial value emerges when the shape, color and flavor remain stable run after run. That stability is what keeps customers coming back and reduces wasted batches. The goal is to make a product flexible enough to change design quickly, yet dependable enough to run reliably at a given speed.
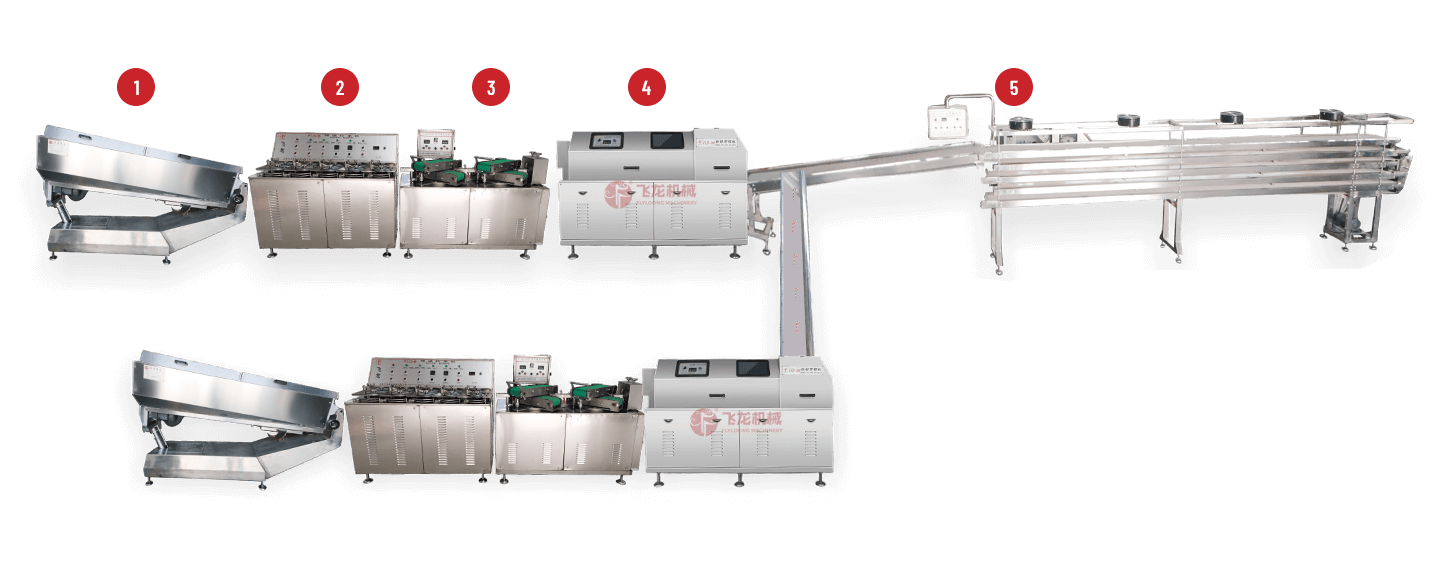
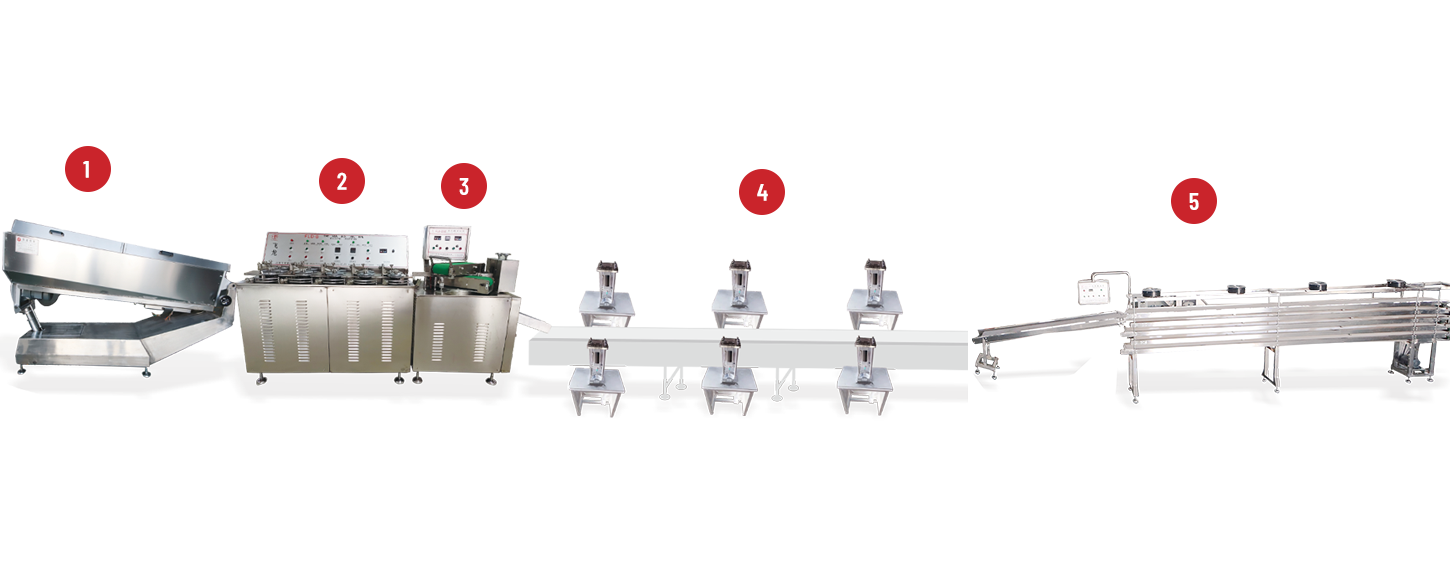
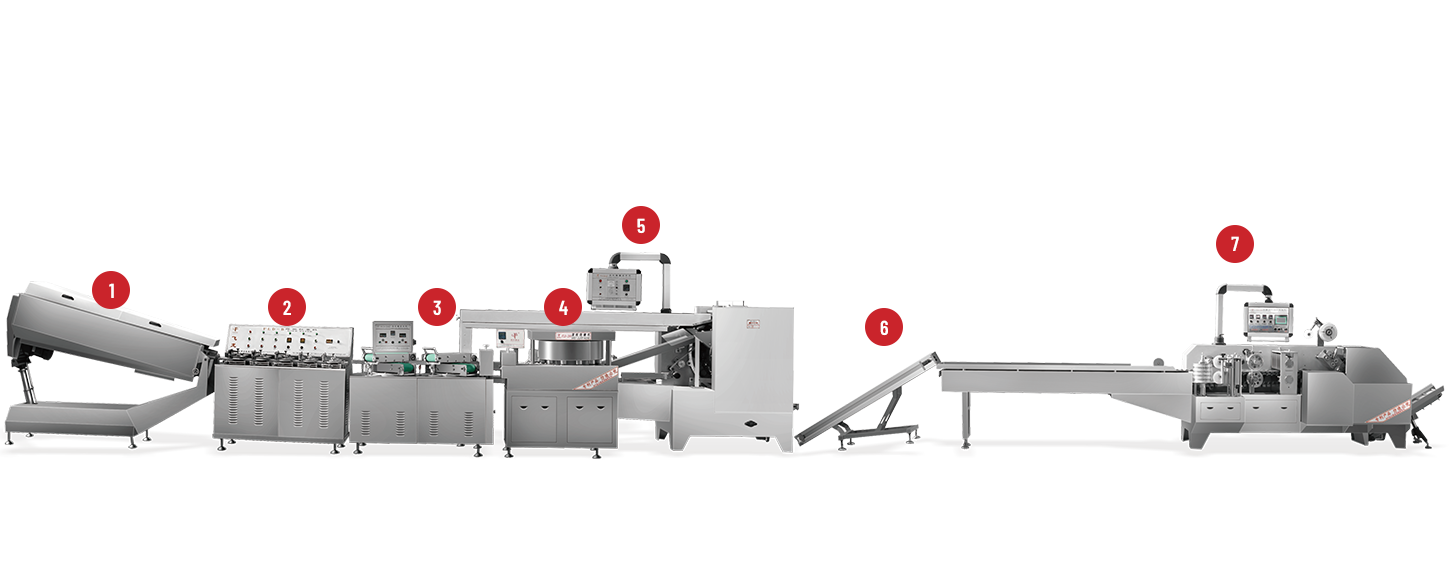
A practical look at the main steps on the line
Think of the production line as a sequence of decisions and risks. If any one stage is off — a syrup cooked slightly too long, a depositor nozzle half-clogged, or a cooling tunnel that isn't holding set temperature — the entire batch can fail. Here are the stages and what to watch for.
1. Weighing and mixing ingredients
Accurate weighing is non-negotiable. Sugar, glucose syrup and any solids must be measured precisely to maintain viscosity. When a plant moves from one raw-material lot to another, slight differences in moisture or solids can shift the way syrup boils. We recommend keeping batch sheets with ingredient lot numbers and a short note about observed behavior during the run.
Temperature matters — small. Additives like acidulants, flavors and colorants are often temperature-sensitive. Adding a natural citrus essence at too-high heat can mellow its top notes. Conversely, adding it too late risks uneven distribution. Protocol: measure and log the time and temperature at which the flavor goes in.
2. Cooking to the right concentration
The boiling step defines final hardness. Digital probes with PID control are standard now; they reduce the "guesswork" and let teams reproduce temperatures precisely. Instead of targeting a vague "soft ball" stage, modern lines often use exact degrees or Brix targets to define outcomes. Keep a narrow tolerance window: train staff to intervene if temperature drifts by even a degree or two.
Foaming is a pesky but common issue. Tiny bubbles embedded in candy show up as white specks later. Use controlled agitation and approved defoamers, and keep surface skimming procedures in the SOP.
3. Depositing or sheet casting
There are two common ways to make flat lollipops: cast a thin sheet and punch or cut shapes, or deposit measured shots onto a belt or cavity. Depositors with servo drives deliver repeatable volumes and are preferred when you need multiple colors or precise printed designs. Sheet casting, by contrast, can be faster for very simple shapes.
Nozzles wear. A worn nozzle changes shot volume subtly but meaningfully. Include nozzle condition in your start-of-shift checklist.
4. Stick insertion
Timing is key: insert the stick while the candy is malleable enough to accept it but firm enough to hold. Automatic stick inserters are precise, but mechanical alignment must be checked frequently. A crooked stick is obvious to consumers and is often rejected at inspection.
Keep spare feeder parts and a few different stick lengths on hand during changeovers. They're cheap insurance against a line stoppage.
5. Controlled cooling
This is where texture and sheen are set. Cooling tunnels aren't "one temperature fits all." The trick is a measured balance of airflow and temperature. Too cold, and stress fractures may crop up; too warm and the candy spreads or sticks to the belt. In humid climates, dehumidified air or pre-chill sections help maintain a consistent surface finish.
Map the tunnel: measure temperature and relative humidity at several points along the conveyor and log results for every SKU initially. After a few runs you'll know the ideal speed-to-temperature set.
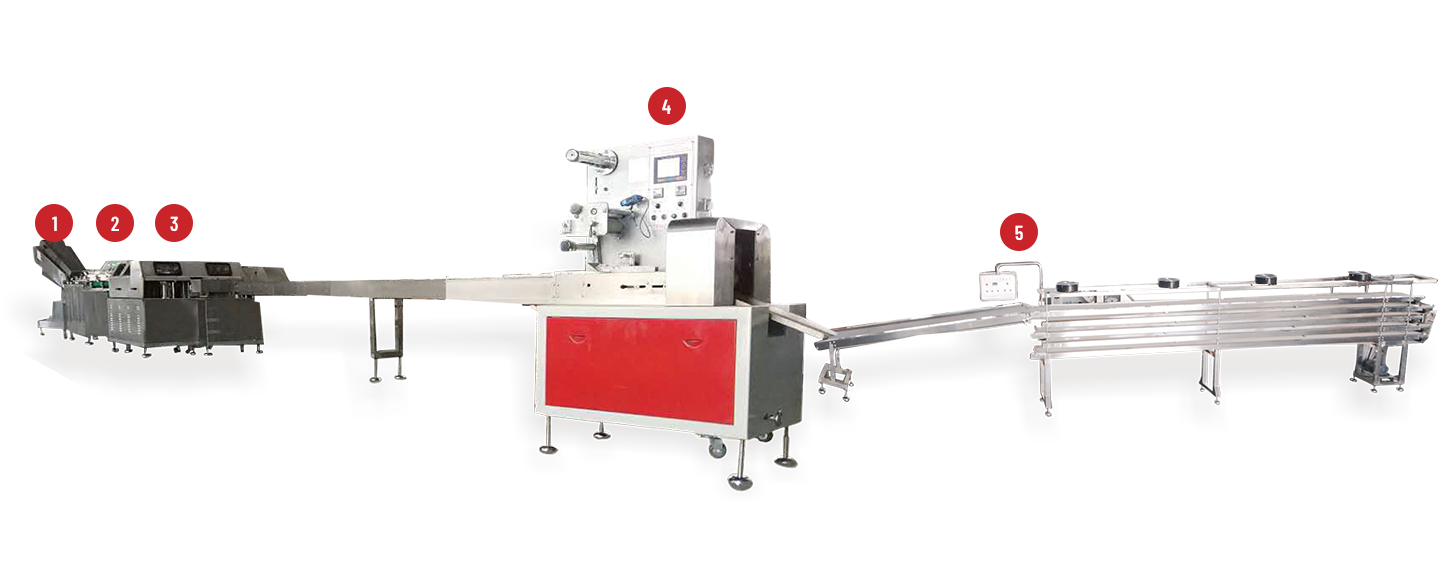
6. Inspection, finishing and packaging
Machine vision picks up uniformity issues, but a human eye catches subtle defects. Use automated rejection for gross defects and retain sample-based manual inspection for surface look and color fidelity. Packaging equipment should match line speed; misaligned pouches or slowed wrappers create pile-ups and manual handling.
Traceability is part of good housekeeping. Print batch codes and timestamps on pouches to help with recalls or quality queries.
Choosing the right equipment: practical advice
Equipment selection is a balance of flexibility and expected throughput. A small test line with a servo depositor is great for multi-color, lower-volume SKUs; a continuous cast-and-cut line fits long runs where changeovers are less frequent.
Key equipment features that matter in practice:
- Repeatable depositors: They improve portion control and reduce rejects.
- Temperature-control systems: Integrated tempering and precise steam or electrical control reduce variability.
- Quick-change tooling: Dies and plate systems that change in minutes save hours during promotional swaps.
- Accessible sanitation: Machines that open up fast for cleaning shorten downtime and improve hygiene compliance.
- Spare parts availability: Long times on small parts can stop a line. Ask suppliers about local distribution and typical times.
A simple test when evaluating suppliers: have them run your recipe. Seeing your syrup behave on their demo line reveals viscosity, shine, and deposit fidelity in a way specs can't.
How ingredients shape flavor and performance
Flavor is more than the aroma sachet you add. The matrix — sugar type, invert syrup content, humectants, and acid balance — defines mouthfeel and perceived flavor strength.
- Sugars and syrups: They affect freeze point, gloss and chew. Small shifts in glucose syrup concentration change how a flavor is released and the candy's stickiness.
- Acids: Citric and malic acid brighten flavor but must be balanced. Too much acid changes texture and can speed dissolution.
- Humectants: Glycerin or invert sugar prevents brittleness in dry environments. They also affect chew if the product is softer.
- Natural flavors: Often heat-sensitive; add later in the process where possible.
Operationally, introduce a "flavor check" step whenever switching flavor lots. Run a short verification batch and do a taste-and-texture check against a control sample. Keep notes — small changes in flavor blends show up gradually and are easier to manage with records.
Small shifts that improve line efficiency
Sometimes a few pragmatic tweaks yield disproportionate gains.
- Standardize process windows: Create a single source of truth for temperatures, deposit volumes and tunnel speeds for each SKU.
- Modular tooling: Invest in dies and plates that snap in and out; the saved minutes add up across multiple changeovers.
- Preventive maintenance: Inspect nozzles, pumps and belts weekly. Replace wear parts before they affect product volume.
- Real-time dashboards: Display yield, reject rate and key temperatures at the line so operators spot deviations early.
- Cross-trained operators: Multiple staff skilled in changeovers reduce bottlenecks.
A case in point: a mid-size factory cut its changeover time by nearly half after adopting quick-change tooling and a changeover checklist — it freed up capacity for impulse and seasonal SKUs.
Consistency: what to measure and why
If you want consistent output, measure consistently. Useful metrics include:
- Batch ingredient lot numbers and exact masses.
- Syrup temperature curves and time at setpoint.
- Depositor shot counts and stroke length.
- Cooling tunnel temperature and humidity logs.
- Reject counts and root-cause tags (shape, color, stick misplacement).
Maintain a simple daily log and weekly trend charts. Over months, patterns reveal whether issues are recipe-related, equipment wear, or environmental.
Supplier selection — the practical questions to ask
When evaluating a supplier, focus on operational fit rather than marketing language.
- Can they run your recipe in their demo cell?
- What is realistic changeover time between your key SKUs?
- How long do spares take to arrive?
- Do they provide operator training and startup support?
- What are their cleaning and sanitation validation resources?
Ask for references in your segment. Speaking with a peer who runs similar products is worth hours of meetings.
Keeping waste low — tips that work
Waste appears in three forms: rejects on the inspection table, scrap during changeovers, and off-spec runs. Tactics to reduce them:
- Run short validation checks after ingredient lot changes.
- Keep spare nozzle sets and die plates for quick swaps.
- Tune cooling for seasonal climates — humidity matters.
- Use kanban staging so sticks and consumables are always at hand and avoid interruption.
Small reductions in scrap percentage compound into significant cost savings over time.
Planning for promotions and seasonal spikes
Promotional work demands fast changeovers and extra material buffering. Try these steps:
- Reserve modular tooling and a second stick feeder during planned peaks.
- Schedule deep maintenance in shoulder months so equipment is available for the peak.
- Use a pilot or demo line to validate experimental art and flavors before the main production run.
- Build ingredient buffers early for high-demand windows.
These steps minimize scrambling and last-minute compromises that erode margins.
Common mistakes that trip teams up
Manufacturers often repeat the same mistakes. Avoid them.
- Buying a high-speed line for occasional SKUs — underused capacity is expensive.
- Forgetting the packaging interface — if the wrapper can't keep up, you create a manual bottleneck.
- Rushing sanitation — inadequate cleaning risks cross-flavor contamination and regulatory headaches.
- Undertraining staff — knowledge concentrated in one operator is fragile.
Model your production calendar and expected SKU mix before procurement; it helps match equipment choices to real needs.
A short procurement checklist you can use now
- Do the machine's demo runs match your recipes?
- Can tooling changeover be done within your acceptable window?
- Are spares and consumables available locally?
- Does the supplier offer training and startup assistance?
- Can the packer handle the expected throughput?
- Are cleaning and allergen-control procedures validated?
If you can answer "yes" to these, chances are the line will start productive runs faster and with fewer surprises.
Creativity meets discipline
Flat lollipops are a small product with big practical implications. They let brands express creativity affordably, but only if the manufacturing side is reliable. The producers who succeed combine flexible equipment, tight process control, and simple, repeatable checks. That combination keeps customers happy, reduces waste, and makes seasonal runs manageable.







 +86-(0)515-8465666
+86-(0)515-8465666 +86-(0)515-85566996
+86-(0)515-85566996 +86-138 1559 9708
+86-138 1559 9708 flyloong@flyloongcn.com
flyloong@flyloongcn.com 
 Home
Home