
 ENG
ENG
 English
English 中文简体
中文简体 русский
русский Français
Français Español
Español عربى
عربى




How Can a Spoon Candy Machine Manufacturer Improve Candy Production for Your Business
Spoon Candy Machine Manufacturer is a term you might see in brochures, but on the factory floor it means a partner who can change how work gets done. The right machine — and the right relationship with the maker — change the daily rhythm: fewer stoppages, fewer messy hand corrections, and more predictable output.
A short reality check: what "efficiency" really means in packaging
When someone says "we need to be more efficient," managers often think about speed. Turn the dials up and the counters climb — at least on paper. But speed without control often makes things worse: more rejects, more rework, more overtime. So start by reframing: efficiency equals sellable units produced per available production hour. That figure already folds in rejects, downtime, and changeover losses. If your line runs faster but produces fewer sellable units per hour, you haven't improved.
Two practical implications:
- Track sellable output, not just machine RPM.
- Include cleaning and changeover time in your daily availability calculations.
The handful of machine features that do the real work
A long spec sheet looks impressive. In practice, there are a handful of features that make a tangible difference day after day.
Precise portioning
If your spoon candy varies in mass, the wrapper will struggle. Dosing must be reliable — whether it's volumetric pumps for soft centers or servo-driven plungers for denser mixes. Consistent portions reduce jams and saves wrapping film.
Reliable feeding and metering
Color and inclusions (sprinkles, fruit bits) must be metered accurately. Better metering reduces trimming and avoids off-spec pieces that would otherwise need manual rework.
Robust, repeatable spoon placement
A wrapper that needs a uniform shape to grasp and twist will choke on a poorly formed piece. Mechanical or optical alignment systems that ensure each candy sits in the same place every cycle are worth the investment.
Film tension and feed control
Many stops come from wrinkled or torn film. Closed-loop tension control keeps the film behavior predictable even if ambient conditions change or you swap film suppliers.
Quick-change tooling
If you run multiple SKUs, changeovers are a silent productivity killer. Mold and tooling systems designed for fast, tool-free swaps reduce lost hours and let you respond to seasonal demand.
Hygienic access and cleaning
Short cleaning cycles are not a bonus — they are essential. Design that allows operators to remove and replace parts without tools speeds sanitation and reduces the risk of human error.
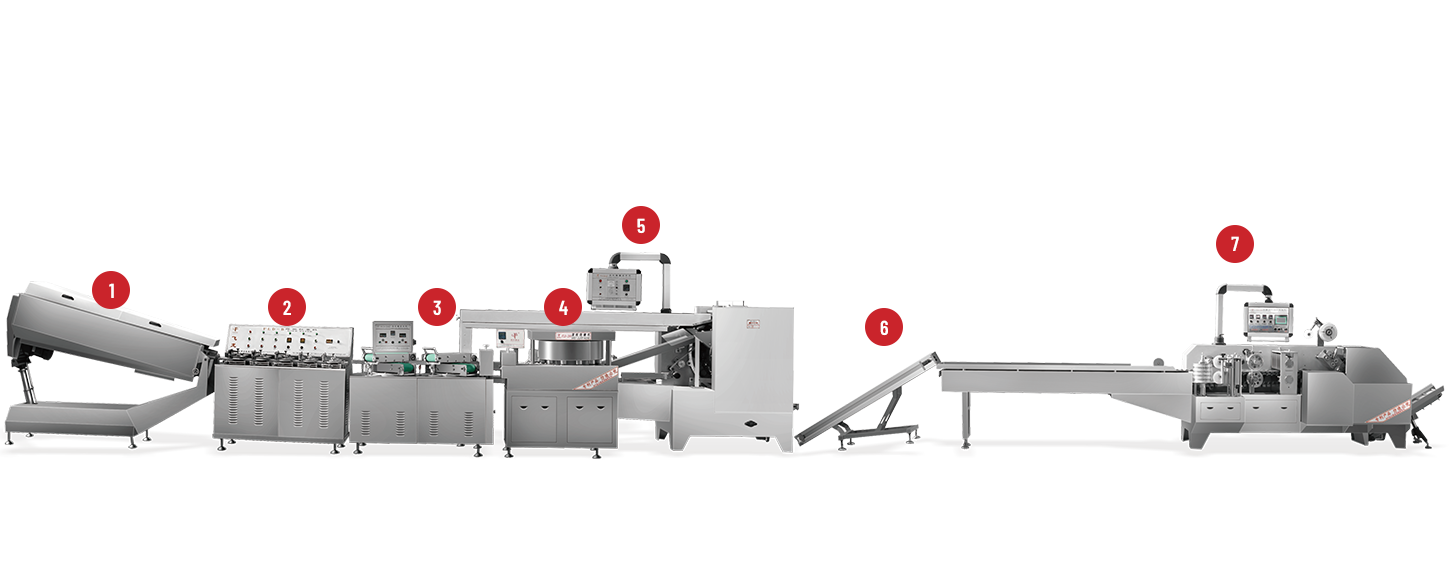
Layout and flow: the machine's neighborhood matters
You can buy the wrapper on the market and still have headaches if the upstream and downstream are out of sync. Think of the entire line as a single organism.
- Match speeds: The slowest part defines the line. Balance forming, cooling, and wrapping rates so one stage doesn't flood or starve the next.
- Add small buffers: A short conveyor or staging zone between stations cushions short interruptions and prevents whole-line stops.
- Plan utilities early: Undersized steam lines and long chilled-water runs cause invisible slippage. Have your vendor review your utility diagrams.
- Design for access: If a technician must climb into a tight nook to clear a jam, that's minutes lost each time. Keep human access in mind from day one.
People and process: training and routines that pay back quickly
Machines break. People fix them — and good training cuts the time to get things running again.
Short, practical training beats long classroom sessions
Give operators scenario-based drills: what to do when film wrinkles, where to look for a blocked hopper, how to perform a one-minute mold change. Practice until the steps are muscle memory.
Shift handover matters
A five-minute handover log prevents a morning wasted re-finding yesterday's loose adjustment. Make it mandatory: temperature trends, any odd noises, and minor fixes made.
Cross-train
Technicians and operators who understand each other's jobs reduce single points of failure. When a specialist is absent, the line keeps moving.
Maintenance that prevents surprises
Reactive maintenance is costly. Planning is cheaper.
- Critical spares kit: Identify top-failure items (sensors, belts, bearings) and keep spares on site.
- Preventive calendar: Lubrication and seal checks on a cadence prevent bearing failures that take a day to fix.
- Condition monitoring: Vibration or current sensors flag parts before they fail. It's an investment but it saves emergency downtime.
A rule I like: if a part repair historically costs you more than a half-day of production, stock two spares.
Hygiene without the headache
Sanitation rules are strict and rightfully so. But cleaning doesn't have to be a production-killer.
- Design for fast cleaning: look for rounded surfaces, quick-release guards, and minimal crevices.
- Schedule short, frequent cleans: these can be faster overall than a long weekly shutdown.
- Create checklists: short, visible steps at the line reduce missed tasks and enforce consistency.
Operators should be able to clean the critical areas (film path, dosing nozzles, crumb traps) in a short, predictable time; that predictability is part of efficiency.
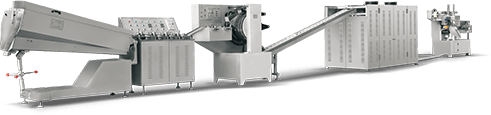
A hands-on case: modest upgrades, measured returns
A mid-size candy operation I visited had three recurring issues: film breaks, irregular portioning, and long changeovers. They invested modestly — better dosing pumps, a tension-control retrofit, and quick-release molds. The outcome in three months:
effective production hours increased because downtime shrank
They didn't double the line speed. They made the line predictable. That predictability is worth real money: more orders fulfilled on time, less overtime, and better customer satisfaction.
Buying tips: get practical before you sign
If you're in the market, here's a checklist that saves headaches later.
Run a live demo with your product — lab tests are helpful but your candy behaves differently.
Ask about spare parts availability — local or regional stocking shortens repair times.
Probe for real-world MTTR and OEE from references — ask for names you can call.
Confirm cleaning and access design — ask to see disassembly steps.
Check total cost of ownership — energy draw, spare parts, and service contracts matter as much as purchase price.
Negotiate training and commissioning — on-site start-up help cuts initial rough days.
If a vendor hesitates on any of these, note it.
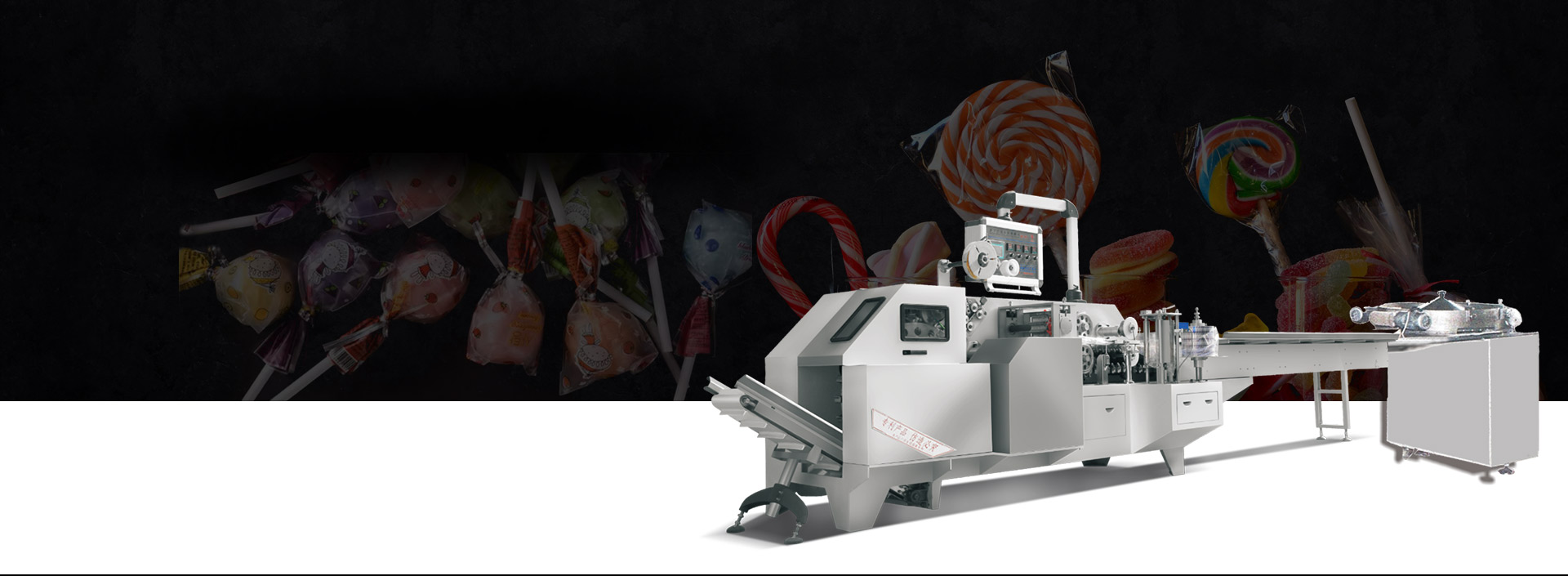
Packaging and downstream integration: don't leave the wrapper to its own devices
A wrapper rarely acts alone. It needs to hand product to a case packer, a labeling unit, or a wrapper. Coordinate the whole chain.
Standardize product dimensions so wrappers and packers play together.
Use inline vision systems to detect rejects early; remove them before wrapping.
Confirm the wrapper's output matches your case-packing speed; mismatches cause buffering nightmares.
Treat the wrapping station as part of the system, not an isolated purchase.
Energy, materials and sustainability: the quiet wins
Reducing waste lowers costs and aligns with customer expectations.
- Accurate portioning reduces trim — small savings per unit become large annually.
- Insulate heated components — better temperature control and lower energy.
- Idle modes — machines that use low power during short pauses save electricity without impairing throughput.
Sustainability often ties straight to margin. Measure energy per 1,000 units and aim to reduce it.
Common problems and quick checks
When the line stalls, these quick checks resolve many issues fast.
Film tears? Check tension, film edges, and any sharp debris in the feed path.
Mis-twists? Confirm timing between feed and twist head, and check encoder alignment.
Inconsistent portions? Look at pump calibration, hopper feed consistency, and ambient temperature if it affects viscosity.
Wrapper misfeeds? Clean sensors and confirm conveyor leveling.
A short troubleshooting checklist pinned near the operator station cuts minutes off recovery times.
Changeovers that don't hurt: practical approaches
Changeover time is a stealth cost. Reduce it like this:
Standardize fittings and make them color-coded.
Keep molds and tools well organized and labeled.
Use recipe storage: one-button recall of motor speeds, temperatures, and timing.
Run a test batch at low speed, then ramp — it's faster than correcting mid-run.
Every minute shaved off changeovers is time the line produces cash.
Checklist to start improving
If you want immediate work items, start here:
- Measure sellable units per hour for one week.
- Identify top three causes of unplanned downtime.
- Train operators on a one-page alarm-response sheet.
- Assemble a critical spares kit and store it at the line.
- Schedule one preventive maintenance window this month and document the results.
Small, visible steps build momentum.
Parting thought: incremental wins add up
The big mistakes factories make are thinking that efficiency is a single leap — a faster machine or a bigger budget. In practice, efficiency compounds. Better portion control reduces rejects; fewer rejects reduce cleanup; less cleanup reduces shift overruns; more predictable shifts let you accept more orders. The partnerships with equipment makers recognize that and work on the whole system: machine features, maintenance plans, operator training, and line layout.







 +86-(0)515-8465666
+86-(0)515-8465666 +86-(0)515-85566996
+86-(0)515-85566996 +86-138 1559 9708
+86-138 1559 9708 flyloong@flyloongcn.com
flyloong@flyloongcn.com 
 Home
Home