
 ENG
ENG
 English
English 中文简体
中文简体 русский
русский Français
Français Español
Español عربى
عربى
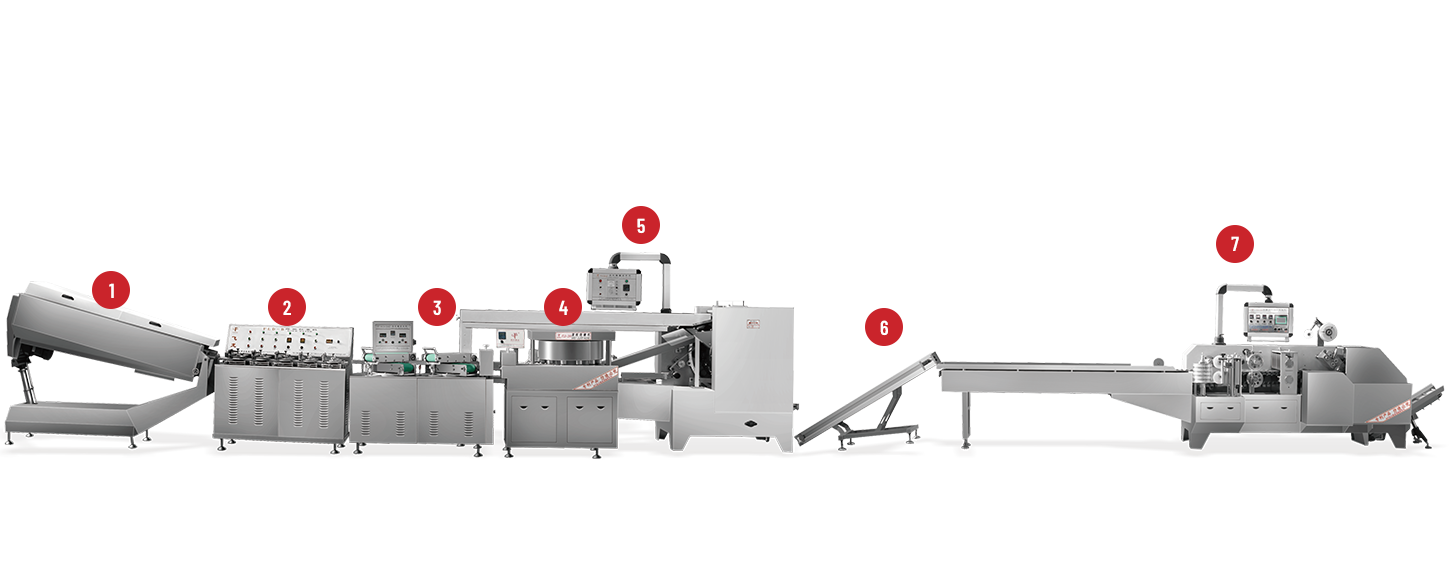




How Can a Chocolate Twist Packing Machine Enhance Candy Packaging Efficiency
Chocolate Twist Packing Machine sits at the junction between production and presentation. It is the point where a confection stops being raw product and becomes shelf-ready. That transition sounds simple in words, but on the factory floor it's where a thousand small issues can add up: inconsistent twists, torn films, jammed wrappers, and the labor needed to keep everything moving.
Start with the right definition of efficiency
When managers talk about "efficiency" they often mean output per hour. That matters, of course. But if higher speed brings more rejects, or longer cleaning times, the net gain can be zero or negative. A more useful definition for packaging is this: efficiency equals the ratio of good, saleable units per production hour after accounting for downtime, changeovers, and rework. Put another way: how many units leave your facility that do not require rework, scrap reversal, or extra human touch?
That metric changes the game. It makes yield, downtime, and ease of cleaning just as important as top speed.
What the machine must reliably deliver
A Chocolate Twist Packing Machine that contributes to genuine efficiency delivers in four dimensions: consistency, uptime, flexibility, and maintainability. Below are the machine features that routinely produce practical improvements on the line.
Precise feeding and portion control
If you cannot control the mass or dimensions of each candy before wrapping, the wrapper will struggle. Portioning that keeps each piece within a narrow range reduces jams and rejects. Modern machines use servo-driven dosing or accurate volumetric pumps for syrups and fillings. The result: fewer overwrapped or underwrapped pieces and better packing throughput.
Accurate and repeatable twist mechanics
The twist is the signature. But it's also a fine mechanical act. Variations in twist angle, tension, and timing can cause film tear or loose packaging. Cam-driven or servo-controlled twist heads that maintain consistent torque across the run reduce the need for operator intervention.
Film handling and tension control
Film feeding must be steady. Slackness leads to wrinkles; over-tension leads to film tears. Closed-loop tension control with tension sensors keeps the wrapper stable even when line speeds vary. That stability translates into fewer film breaks and less stoppage time.
Quick and hygienic access for cleaning
Food equipment is cleaned often. Designs that allow tool-free access to rollers, guides, and the twist head make cleaning fast and reliable. Rounded surfaces and minimal crevices help staff rinse and sanitize effectively without long disassembly.
Integrated diagnostics and operator-friendly HMI
When the machine tells you what failed and suggests corrective actions, the recovery time drops. Clear, concise diagnostic messages on touchscreen panels — ideally with photos or brief videos — shorten technician response time and reduce MTTR (mean time to repair).
Modular changeover features
Quick-change components reduce format changeover from hours to minutes. Indexed mold mounts, preset recipe recall, and color-coded mechanical fittings eliminate guesswork and minimize human errors during product switches.
Layout and line integration multiply benefits
A well-specified packing machine will underperform if the line around it is patchy. Packaging efficiency is system-level. Consider these line design choices that amplify machine effectiveness.
Match upstream to downstream speed
If the forming or cooling stage runs at a different rate from the wrapper, buffers will accumulate or starve. Synchronize rates or place short buffers to stabilize flow. Buffering is inexpensive insurance: it lets one station pause briefly for maintenance without stopping the entire line.
Short, direct transfer paths
Each manual pickup or transfer raises risk of damage or misalignment. Conveyors that hand products directly from one step to the next reduce human handling and keep velocities consistent, limiting impacts and misfeeds.
Utilities planned to support continuous operation
Steam, compressed air, chilled water, and electrical capacity must be sized and routed so pressure or temperature drops don't occur during peak runs. A wrapper that loses compressed air pressure can slow or misperform; the result is immediate downtime.
Easy operator access and visual control
Place controls, spare parts, and common tools where operators naturally stand. Visual boards that display line performance help the team spot trends and respond quickly. Good ergonomics reduce time wasted walking and searching.
Practical practices that improve real-world uptime
Machines do the physical work, but daily practices determine whether the machine runs at potential. These operational practices show consistent returns.
Daily checks and shift handover routines
A short checklist at every shift start ensures belts are aligned, sensors are clean, film spools are loaded correctly, and spare rolls are available. Handover logs with quick notes about any small nicks, adjustments, or warnings reduce the time the next shift spends rediscovering the same issues.
Scheduled preventive maintenance
You can't prevent everything, but you can plan for the likely. Time-based maintenance on bearings, belts, and twist heads reduces unexpected stops. Make maintenance windows predictable and tied to production cycles to minimize impact.
Focused root-cause analysis
When a line stops, investigate the root cause and correct the process, not just the symptom. Was a film tear due to inconsistent film quality, tension error, or humidity? Understanding the cause reduces repeat events.
Cross-training operators and maintenance staff
Operators who can perform basic troubleshooting and maintenance reduce MTTR. When technical staff are absent, a cross-trained operator can keep the line running for short periods.
Ready spare parts kits
Inventory the small parts that commonly fail: sensors, belts, tension rollers, and heating elements. Keep a recommended kit local and periodically rotate inventory so parts don't sit unused.
Hygiene and cleaning without killing productivity
Cleaning is non-negotiable in chocolate production. The challenge is to align cleaning with production in a way that doesn't sap productivity.
- Use sanitary design: easy-to-clean surfaces, sloped sumps for drainage, and minimal crevices.
- Adopt short, frequent cleaning windows rather than long weekend shutdowns where feasible.
- Create cleaning SOPs for different levels: quick daily wipe, mid-week partial disassembly, full sanitation each shift rotation. Each SOP should list steps and expected time.
- Use checklists and sign-offs to ensure cleaning is done properly and consistently.
Well-designed machines make cleaning significantly faster. That speed converts into more production time per week.
How to measure improvement: useful KPIs
To know whether a change worked, measure it. Avoid vanity metrics and focus on the ones that impact throughput and cost.
- Yield rate: good units produced / total units started. This measures scrap and rejects.
- OEE: combines availability, performance, and quality. It's the standard for equipment effectiveness.
- MTTR: mean time to repair; captures how quickly you recover from stoppages.
- Changeover time: useful for plants with many SKU changes.
- Cleaning downtime: measure time spent on cleaning versus production, then try to reduce it through better design or scheduling.
- Energy per unit: valuable for cost accounting and improvement tracking.
Collect baseline numbers for a month, implement changes, then re-measure. A 2–5% shift in OEE can be financially meaningful at scale.
A realistic case study (practical, not theoretical)
A mid-size chocolatier ran two similar packing lines. Line A used older wrappers and required manual fold correction; Line B used a newer twist packing machine with servo control, tension feedback, and quick-change molds.
Before upgrades:
- Both lines nominally run at 900 pieces/hour.
- Yield averaged 92% due to manual adjustments and film breaks.
- Daily unplanned downtime averaged 2.5 hours.
After upgrading Line B's wrapper and improving layout:
- Nominal speed increased to 1,100 pieces/hour.
- Yield improved to 97% as miswraps declined.
- Daily unplanned downtime dropped to 0.8 hours.
- Changeover time for seasonal SKUs dropped from 75 minutes to 18 minutes.
The factory recovered the capital spend via increased sellable output and reduced overtime within a year. The value was not just speed: it was fewer stops, fewer rejects, and predictable scheduling.
Troubleshooting common wrapper issues and quick fixes
Here are practical checks that often solve wrapper problems quickly.
- Film wrinkling: Check tension setting and guide alignment; confirm film width and center alignment.
- Torn film: Look for sharp edges, check seal temperature, and inspect for debris in the film path.
- Misaligned twist: Verify timing between feed and twist head; check drive belts and encoder feedback.
- Jammed infeed: Confirm portion dimension uniformity and conveyor leveling; sensor cleanliness matters.
- Electrical alarms: Record error codes and refer to the troubleshooting guide; simple resets are often followed by inspection.
Train operators to follow a short, prioritized checklist for each alarm — it removes hesitation and speeds recovery.
Training the team: brief, practical, repeated
Training should be short and hands-on. A 90-minute session that walks operators through typical alarms, cleaning steps, and a one-minute mold change drill is more effective than a 6-hour lecture. Reinforce with laminated quick-guides at the control panel. Offer refresher training quarterly and after any software upgrade.
Encourage "what-if" drills: what to do if film tears, if a sensor fails, or if the wrapper slows unexpectedly. Practice reduces panic and yields faster recovery.
Maintenance plan template
Use a two-tier approach: daily/weekly checks for operators, monthly/quarterly tasks for maintenance techs.
Daily (operators):
- Visual checks of belts, film feed, and twist head.
- Clean crumb traps and surfaces.
- Confirm spare film roll on stand.
Weekly (operators + maintenance):
- Clean sensors and conveyor guides.
- Inspect seals and heaters; record temperature stability.
- Check tension roller bearings for noise.
Monthly (maintenance):
- Align servo drives and recalibrate encoders.
- Check belt wear and replace as needed.
- Verify spare parts inventory and reorder low items.
Quarterly (maintenance):
- Deep clean and inspect drive motors and gearboxes.
- Replace high-wear items preemptively if approaching expected life.
Document each task, time taken, and observations. Trends emerge from logs and prevent surprises.
How to approach a machine purchase decision
A methodical procurement process mitigates buyer's remorse.
- Clarify capacity targets: daily, weekly, peak. Don't buy to the ceiling only; plan for realistic growth.
- Map existing layout: note conveyor heights, utility access, and space restrictions.
- Request a trial run: a live demo with your product is ideal. If not feasible, request video of similar products on the line.
- Ask for OEE and MTTR targets: vendors who cite achievable operational metrics are easier partners.
- Evaluate total cost of ownership: include spare parts, cleaning time, energy draw, and training costs.
- Check references: talk to other factories of similar scale and product complexity.
A clear procurement brief reduces the risk of buying a machine that doesn't fit your operation.
Sustainability and resource optimization
Waste reduction is efficiency. Several practical levers exist:
- Reduce trim waste via improved portioning and accurate mold alignment.
- Recover allowable trim if food safety rules permit; otherwise, plan for safe disposal.
- Optimize idle consumption: machines that have low-power idle modes save energy in pauses.
- Plan production runs to reduce frequent format changes that increase cleaning and changeover waste.
Sustainability is also marketable: customers care about responsible production, and less waste improves margins.
Checklist to get started
- Measure current yield, OEE, and downtime for two weeks.
- Identify the top three recurring stoppage causes.
- Prioritize fixes with the expected downtime reduction.
- Implement a daily operator checklist and a basic preventive maintenance schedule.
- Train operators with short, scenario-based sessions.
- Plan a trial/demo before buying or upgrading wrapper equipment.
- Keep a critical spares kit and review it quarterly.
Start with a single, high-impact change. If you reduce unplanned downtime by half, the gains compound quickly.
Improving packaging efficiency is not just about buying a faster Chocolate Twist Packing Machine. It's about the whole system: precise portioning, stable film handling, smart layout, operator training, preventive maintenance, hygiene design, and sensible KPIs. Each of these elements contributes modest gains; together they change a production line from reactive to predictable.
When a manufacturer pays attention to the small design choices and supports the plant in layout and processes, the wrapper becomes a productivity engine rather than a bottleneck. One well-timed twist at the right tension — repeated reliably — can make the difference between a hectic shipment week and a smoothly executed run.







 +86-(0)515-8465666
+86-(0)515-8465666 +86-(0)515-85566996
+86-(0)515-85566996 +86-138 1559 9708
+86-138 1559 9708 flyloong@flyloongcn.com
flyloong@flyloongcn.com 
 Home
Home