
 ENG
ENG
 English
English 中文简体
中文简体 русский
русский Français
Français Español
Español عربى
عربى
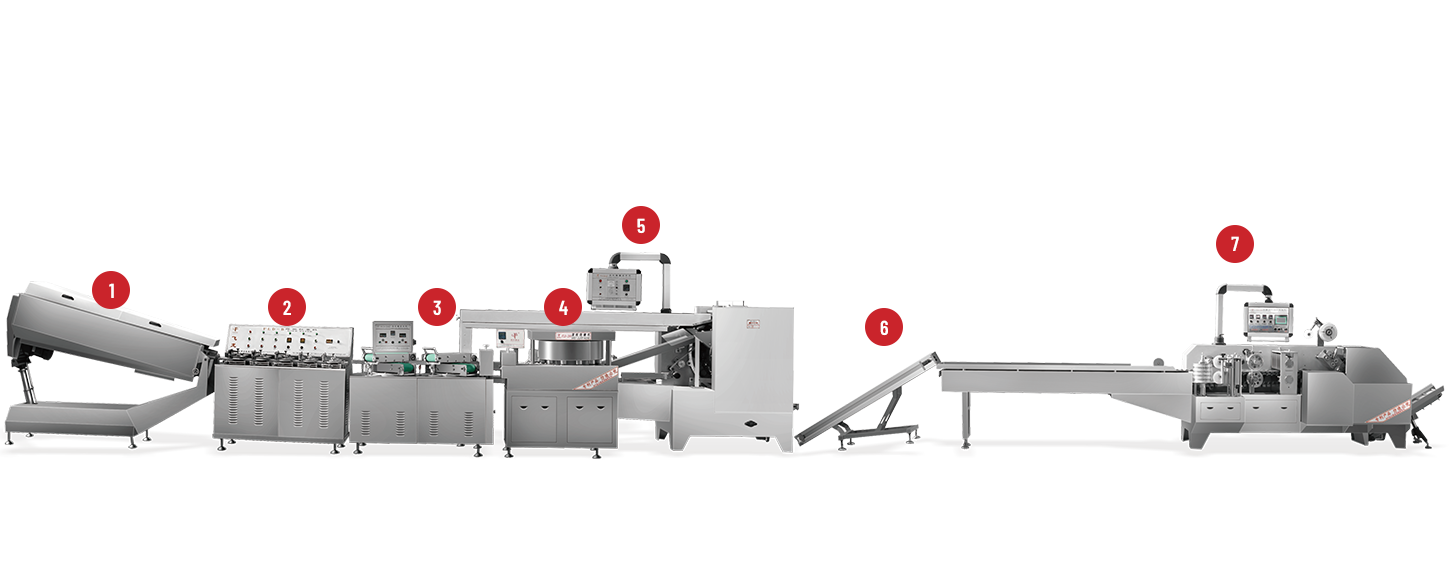




How Can a Milk Candy Machine Improve Candy Production Efficiency
When you stand on a factory floor and watch product flow, you can tell quickly whether a line will behave or surprise you. The right machine can make the line calm and predictable; the wrong one merely adds complexity. A Milk Candy Machine, chosen and used the right way, does more than shape candy. It changes the rhythm of days. It turns firefighting into routine. It allows people to do steady work rather than constant tweaking.
Rethink efficiency: steadiness beats momentary speed
Managers default to "make it faster" when asked to improve output. That's understandable — speed is visible. But on a real line, speed alone is a poor measure. If faster cycles go to more scrap, more stoppages, or longer cleaning times, the net benefit disappears. A better way to think about efficiency is simple: how many good packages leave the building per available production hour? That metric forces you to count downtime, changeovers, and rework alongside raw speed.
Changing your focus from only speed to steady yield alters decisions. You start asking about repeatability, ease of cleaning, and the predictability of changeovers. You change procurement conversations from a checklist of features to questions about how the machine will behave day in and day out.
The handful of machine characteristics that actually matter on the floor
There are plenty of flashy design points in brochures. On the line, a few practical characteristics make the difference between a stable day and constant interruptions.
Reliable ingredient handling
If feed is irregular, everything downstream compensates. A machine that receives steady input — whether from a hopper, pump, or auger — removes a large source of variation. Operators won't be continually topping the hopper or fiddling with feed rates to avoid partial blocks.
Repeatable forming and placement
Packaging depends on predictability. When each piece arrives at the wrapper with the same orientation and position, the wrapper can do its job without stops. That predictability comes from thoughtful mechanical indexing or gentle optical alignment upstream, not from hurried manual adjustments.
Gentle, consistent film handling
Torn or wrinkled film is a top cause of unexpected stops. Having film run paths that make rethreading easy and tension control that behaves consistently is more valuable than a headline "high speed" claim. Loose film creates cleaning work and stress; tight film tears. A machine that treats film handling as a core function saves time.
Tool-free access for cleaning and maintenance
Cleaning is part of the business. If panels snap open and parts slide out quickly, sanitation stops feel like brief, scheduled pauses rather than disruptive events. When cleaning itself is quick and safe, people do it properly and on time.
Human-centered controls and feedback
Alarms are helpful only if they say something clear and useful. Interfaces that indicate likely causes and suggest immediate checks turn long troubleshooting sessions into short, confident actions. If the control panel says "film misfeed — check path" it's better than an obscure code that requires a manual.
Layout and flow: the machine's neighbors matter
A well-designed machine can only perform as well as its installation allows. Production is a system; ignore the system at your peril.
Reduce unnecessary handling
Every time a product is picked up, rotated, or transferred by hand, variability increases. Conveyors and chutes that feed directly from forming to wrapping reduce those handoffs, and reduce the number of times someone needs to intervene.
Provide short buffers at delicate junctions
Buffers are not a sign of failure. They are shock absorbers. A short holding area between forming and wrapping lets one station pause briefly without bringing the whole line to a halt. It makes short stops local instead of systemic.
Plan utilities with the machine in mind
Nothing is more demoralizing than watching a line slow because steam pressure dropped or an air regulator wasn't sized for continuous operation. Make utility planning part of the vendor conversation early, not an afterthought during installation.
Give technicians room to work
Tight spaces around key components turn a short fix into a long ordeal. It's tempting to cram equipment into available floor area, but real savings come from making maintenance easy: doors that swing open, clear service space around motors, and safe step access.
People practices that keep a line humming
Technology alone doesn't create performance. People and simple routines are the levers that turn design into results.
Short, practical training sessions
Quick, hands-on exercises on real faults are far more memorable than long lectures. Run small drills for film breaks, partial jams, and a one-minute mold change. Practice fixes until steps are smooth. Operators gain confidence, and confidence shortens response time.
A concise shift handover routine
A two-line note that says "what was odd" and "what was fixed" beats an hour of re-checking. Make handovers brief and mandatory. They become the single tool to avoid repeating yesterday's troubleshooting.
Cross-train at least one backup
A single specialist who holds knowledge in their head is a risk. Cross-training creates redundancy. When a primary person is absent, someone else can keep the line moving through a minor issue.
Quick reference guides at the machine
Laminated one-page guides for the common faults and their immediate fixes reduce calls to maintenance and improve first-response time. Put them on the panel where operators can see them.
Maintenance practices that prevent surprises
Planned maintenance is not an expense; it is a prosthetic for predictability.
Small, local spare kit
Keep the pieces that tend to fail near the line. Having a common sensor, a spare tension roller, or a quick connector at hand turns a half-day outage into a ten-minute swap.
Simple condition checks before shifts
A quick look and listen will identify many impending problems. Bearings that rumble, belts that chatter, and drift in drive sounds are often visible clues. Catch them early.
Document repairs and trends
A repair log that lists what failed, what was replaced, and what was observed turns anecdote into pattern. Over time you'll spot parts that age faster or conditions that correlate with wear.
Work with the vendor for practical life expectations
Ask the supplier for an operations plan: which parts usually need attention and how often. This isn't a warranty question; it's about planning. A vendor that provides realistic maintenance guidance helps you schedule work rather than react.
Cleaning and sanitation done quickly and correctly
Food production demands cleanliness. The challenge is to make cleaning efficient without reducing its thoroughness.
Design cleaning into the day
Where possible, break cleaning into short, regular tasks that keep residues from baking on. Small, frequent wipes and targeted rinses are often faster and more effective than extensive weekly shutdowns.
Use fixtures that simplify disassembly
If guards, hoppers, and conveyors release with a quick action, cleaning becomes routine. Replace bolts and brackets that require many tools with quick latches where food safety and safety regulations permit.
Plan material and waste flow for cleaning
Cleaning creates waste. Have bins and waste paths planned so operators don't need to improvise. Clear paths reduce cross-contamination and make the process faster.
How to tell if changes are working
You don't need a data scientist to see improvement. Some changes announce themselves in obvious ways.
Smaller morning chaos
If the early shift starts with the line ready rather than troubleshooting, something changed. Fewer "what was wrong last night" conversations are a good sign.
Smoother changeovers
If teams can swap molds and resume production with calm, timed steps rather than frantic improvisation, you've tightened a major loss source.
Fewer wrapper stops
When the wrapper is not the frequent interruption, the upstream work was effective.
Better staff morale
Operators tired of fighting the machine will often show it. Simple measures that reduce their firefighting improve morale and reduce errors born of fatigue.
Procurement questions that actually matter on site
When talking to suppliers, move beyond the headline features and ask practical, site-focused questions.
Can you run a demo with our product?
A live trial with your actual candy is the revealing test. Machines can look fine in a vendor's showroom but behave differently with your exact recipe.
How does cleaning work in practice?
Ask for a demo of a disassembly and reassembly. Time it. Does the process need many tools? Are seals and surfaces easy to reach?
What does post-sale support look like?
Ask for a clear description of response paths and average repair time for common parts. Know who you call and what to expect.
Can you provide a simple on-site start-up and training session?
A machine delivered and left without practical commissioning leaves the team to discover quirks on their own. Insist on an on-site handover that includes realistic scenarios.
Integration: the wrapper's job in the whole line
Packaging is not an island. A good wrapper must play well with its neighbors.
Match abilities rather than outpace them
Buying a wrapper that's much faster than your upstream forming stage creates a mismatch and forces buffers and juggling. Aim for balance where each stage supports the next.
Remove rejects before wrapping
If vision or check stations can isolate off-spec items before they reach the wrapper, you save wrapping time and material waste.
Standardize physical tolerances
If pieces are within a tight, consistent dimensional window, wrappers and downstream packers behave better. Tighter inputs make downstream work predictable.
Costs to consider beyond purchase price
Purchase is the headline number. The real cost includes what you spend to operate, clean, and keep running.
Consumables and film quality
Cheaper film can produce more stops. Consider the total cost of consumables, not unit price alone.
Labor time for cleaning and changeovers
Time spent cleaning and changing is production time lost. Machines that reduce those tasks save money long term.
Spare parts and vendor response
Slow part times and long service windows cost production hours. Consider local support and part availability when buying.
Here are a few field-level items that you can act on now, without buying anything.
Walk through the line at shift change and observe three small habits that waste time.
Ask operators about the single frequent interruption they expect today.
Set a five-point handover note for the next morning. Keep it visible and brief.
Identify the three common spare parts that would get you running if replaced quickly; place them near the line.
Run a quick trial of changing one mold or format and time the steps; look for needless motions to cut.
These items are simple, visible, and create momentum. Small wins are the fuel for larger projects.
Cumulative, not instantaneous, improvement
There's no single magic lever. Real gains come from a series of small, practical improvements: steadier feeds, easier cleaning, better layouts, predictable changeovers, and operators trained to act quickly. A good machine makes these improvements easier to achieve; the right practices translate machine capability into dependable output.







 +86-(0)515-8465666
+86-(0)515-8465666 +86-(0)515-85566996
+86-(0)515-85566996 +86-138 1559 9708
+86-138 1559 9708 flyloong@flyloongcn.com
flyloong@flyloongcn.com 
 Home
Home